




高圧成型や日本のFBOⅢ生産ラインなどの先進技術を備え、年間最大3万トンの生産能力を持っています。設備には12パルス電子炉、CNC機械、精密機器を備えた品質検査センターが含まれます。
世界80か国・地域以上に販売し、ジョンディア、メルセデス・ベンツ、ジョンディア、ワイア・ペンシンなどの大手企業に製品を提供している。品質・サービス・顧客満足度を重視し、パートナーシップを歓迎する。

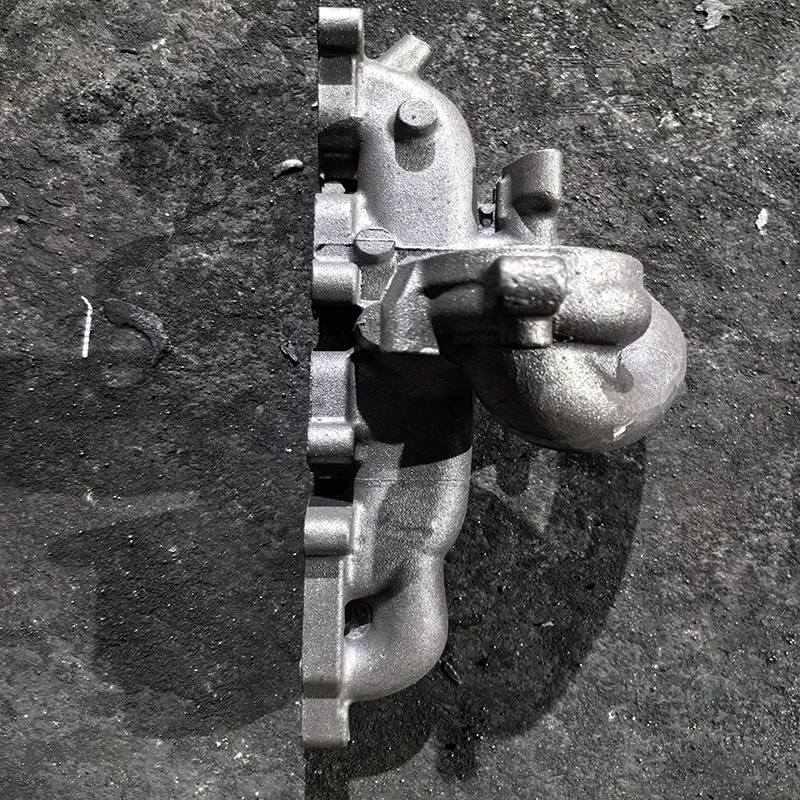
高性能自動車分野において、エキゾーストマニホールドはエンジンとターボチャージャーを接続する重要な要所であり、出力および熱効率に直接影響を与えます。当社のカスタム製ステンレス鋼・鋳鉄インベストメントキャスティング部品(自動車用ターボエキゾーストマニホールド)は、高度な冶金技術と精密製造工程を組み合わせており、極限の高温環境に耐えながら排気効率を最適化する部品を提供します。これらのカスタムマニホールドは、ターボチャージャー搭載車両で信頼性と高出力を求めるパフォーマンス愛好家に最適なソリューションです。
プレミアム 素材 の 選択
当社では、排気系用途向けに特別に設計された耐熱合金を使用しています:
オーステナイト系ステンレス鋼(304/321/316):870°Cまでの優れた酸化抵抗性と良好な成形性
高シリコン球状黒鉛鋳鉄(SiMo 5.1):800°Cまでの使用温度に耐える優れた熱疲労抵抗性
耐熱鋳鋼(HK30):長時間にわたる高温運転条件下での優れたクリープ抵抗性
特殊合金ブレンド:熱サイクル性能を向上させるクロム-ニッケル-モリブデンの組み合わせ
すべての材料は以下の厳しい検証を経ています:
精密な合金組成を保証する分光化学分析
高温引張試験(400~800°C範囲)
熱サイクル耐性評価(1,000回以上)
炭化物の安定性および結晶粒組織のための微細構造検査
高度なインベストメント・キャスティング工程
当社の製造工程では、高度なワックス消失型鋳造技術を採用しています:
パターンおよび金型設計
複雑なランナーゲオメトリに向けた3Dプリントワックスパターン
ジルコニウム系プライマー層を使用した多層セラミックシェル形成
40-60%の相対湿度を維持する制御された乾燥環境
シェルの完全性を確保する高温焼成(1000-1100°C)
精密鋳造作業
表面汚染を防ぐ制御雰囲気下での溶解
精密な注湯温度制御(±15°C)
最適な供給のためのコンピュータによる凝固シミュレーション
自動化されたシェル除去および切断工程
パフォーマンス特性
当社のターボ排気マニホールドが提供する利点:
排気干渉を最小限に抑える等長ランナー設計
熱管理のための壁厚最適化(4-6mm)
連続運転時でも表面温度が900°C以下に保たれる
シリンダーヘッド材料との熱膨張の互換性
3 barを超えるブースト圧力への耐圧性能
精密加工との統合
重要な機械加工工程には以下のものが含まれる:
マウントフランジのCNCフライス加工(平面度0.1mm以内)
ターボチャージャー取付インターフェースの精密ボーリング
ガスケットの最適なシール性のための表面研削
三次元測定機による検証
品質保証プロトコル
各マニフォールドは包括的な検証を実施しています:
光学スキャン技術を用いた寸法検査
漏れ防止のため5 barまでの耐圧試験
表面欠陥のための磁粉探傷検査
高温熱サイクル試験
完全なトレーサビリティを備えた材料証明書
技術的用途
当社のカスタムマニフォールドは以下に使用されています:
パフォーマンス自動車用ターボアプリケーション
モータースポーツおよびレーシング車両
ディーゼルエンジンのパフォーマンスアップグレード
マリンターボチャージドエンジン
産業用ターボ機械
当社のエンジニアリングチームは、以下を含む完全な技術サポートを提供しています。
流体最適化のための数値流体力学解析(CFD)
FEA技術を用いた熱応力解析
特定のターボチャージャー構成向けのカスタム設計
統合型ウェイストゲートおよび外部ゲートのオプション
高度な精密鋳造技術と高品質な耐熱材料を組み合わせることで、信頼性の高い高性能運転、長寿命、最適なパワーデリバリーを実現するターボ排気マニホールドを提供しています。当社のカスタム製造手法により、プロ用レーシング用途およびストリート向けパフォーマンスアップグレードにおいて、完璧な適合性と性能を保証します。


なぜ我々がエキゾーストマニフォールドのOEMの専門家と呼ばれるのか |
毎年100種類以上のエキゾーストマニフォールドを開発しています |
||||||
丹東鵬欣によるエキゾーストマニフォールドの製造プロセス |
図面作成:精度の基盤、3Dスキャンおよび作図:当社の専門エンジニアが高度なスキャナーを使用してサンプルを2D/3D図面に変換します(7~10日)。 |
||||||
パターンおよびサンプル開発:時間をかけることが報われる工程 |
複雑さ:排気マニフォールドは、通常、シンプルな鋳物の1セットに対して3~5セットの金属型を必要とします。納期:多穴型の場合35~40日、シンプルな設計では25~30日。 |
||||||
初期注文および量産:責任を持ってスケーリング |
機械配分: 1つのマニフォールド注文で2~3台の成型機が占有される場合があります。当社の16機体制は緊急注文を優先し、補助コアのために提携鋳造所と協力しています。 |
||||||
投資家が遅延を軽減する方法 |
パターン/サンプル開発に8~12週間を確保してください。この期間を短縮すると品質問題のリスクが生じます。初回ロットは工程調整により通常より20~30%長くかかります。承認後はリードタイムが安定します。 |
||||||




















丹東市澎信機械は1958年に設立され、鋳造、機械加工、組立を一体化した民間企業です。
著作権 © 丹東市澎欣機械有限公司。すべての権利は留保されています。 プライバシーポリシー ブログ






