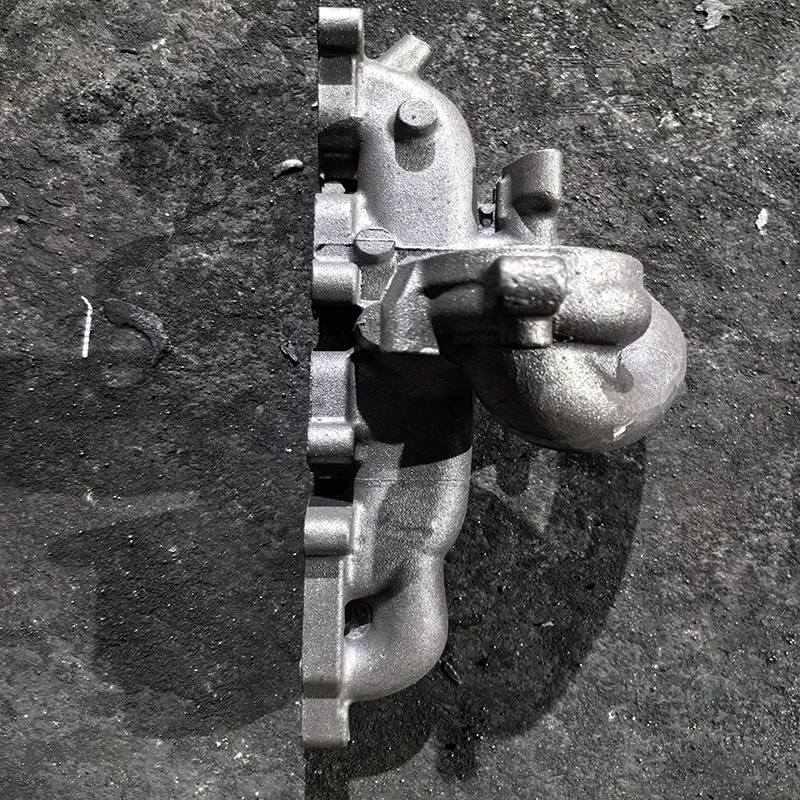
Yüksek performanslı otomotiv sektöründe, egzoz manifoldu motor ile turboşarj arasında kritik bir bağlantı noktası olarak güç çıkışını ve termal verimliliği doğrudan etkiler. Özel Araba Turbo Egzoz Manifoldlarımız için Özel Yeni Paslanmaz Çelik Döküm Parçalarımız, gelişmiş metalürjiyi hassas imalatla birleştirerek yüksek sıcaklıklara dayanabilen ve egzoz akışını optimize eden bileşenler sunar. Bu özel manifoldlar, turboşarjlı uygulamalarda hem güvenilirlik hem de güç artışı arayan performans tutkunları için mükemmel bir çözümdür.
Premium Malzeme Seçimi
Egzoz uygulamaları için özel olarak geliştirilmiş ısıya dayanıklı alaşımlar kullanıyoruz:
Astenitik Paslanmaz Çelik (304/321/316): 870°C'ye kadar mükemmel oksidasyon direnci ve iyi şekillendirilebilirlik
Yüksek Silikonlu Küresel Dökme Demir (SiMo 5.1): 800°C'ye kadar çalışma sıcaklıkları ile üstün termal yorulma direnci
Isıya Dayanıklı Döküm Çelik (HK30): Sürekli yüksek sıcaklıkta çalışma sırasında optimal sünme direnci
Özel Alaşım Karışımları: Geliştirilmiş termal çevrim performansı için krom-nikel-molibden kombinasyonları
Tüm malzemeler aşağıdaki gibi katı bir doğrulama sürecinden geçer:
Kesin alaşım bileşimi için spektrokimyasal analiz
Yüksek sıcaklık çekme testi (400-800°C aralığı)
Termal çevrim direnci değerlendirmesi (1.000'den fazla çevrim)
Karbür stabilitesi ve tane yapısı için mikroyapı incelemesi
İleri Yatırım Döküm Prosesi
İmalatımızda gelişmiş kayıp kalıp hassas döküm teknolojisi kullanılmaktadır:
Model ve Kalıp Mühendisliği
karmaşık kanal geometrileri için 3D baskılı mum modeller
Zirkonyum bazlı birinci katmanlarla çok katmanlı seramik kabuk oluşturma
Nem oranını %40-60 aralığında koruyan kontrollü kurutma ortamı
Kabuk bütünlüğünü sağlayan yüksek sıcaklıkta kalıp pişirme (1000-1100°C)
Hassas Döküm Operasyonları
Yüzey kirlenmesini önleyen kontrollü atmosferde eritme
Hassas döküm sıcaklık kontrolü (±15°C)
Optimal besleme için bilgisayar destekli katılaşma simülasyonu
Otomatik kabuk kaldırma ve kesim süreçleri
Performans Özellikleri
Turbo egzoz manifoldlarımız şunları sunar:
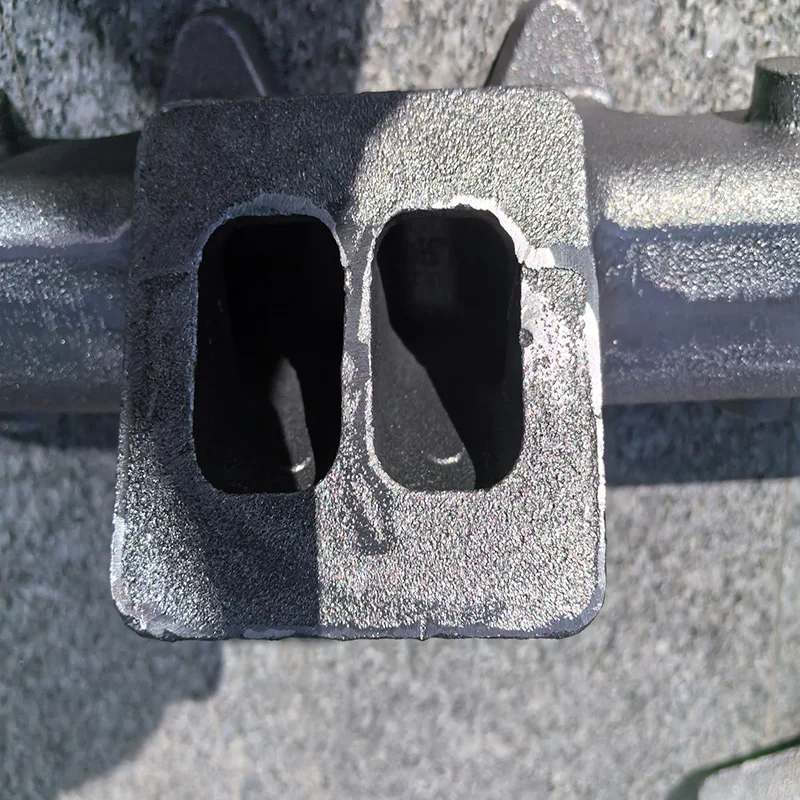
Egzoz girişlerinde eşit uzunluklu kanallar, egzoz etkileşimini en aza indirir
Termal yönetimi sağlamak için optimize edilmiş duvar kalınlığı (4-6 mm)
Sürekli çalışma sırasında yüzey sıcaklıkları 900°C'nin altında tutulur
Silindir kapağı malzemeleriyle termal genleşme uyumluluğu
3 bar'ı aşan basınç kapasitesi
Hassas İşleme Entegrasyonu
Kritik işleme operasyonları şunları içerir:
Montaj flanşlarının CNC frezeleme işlemi (düzlemsellik 0,1 mm içinde)
Turboşarj montaj arayüzünün hassas delinmesi
Optimal conta sızdırmazlığı için yüzey taşlama
Koordinat ölçüm cihazı ile doğrulama
Kalite Güvence Protokolü
Her kolektör kapsamlı doğrulamadan geçer:
Optik tarama teknolojisi kullanılarak boyutsal kontrol
Sızdırmazlık için 5 bara kadar basınç testi
Yüzey kusurları için manyetik partikül muayenesi
Yüksek sıcaklık termal çevrim testi
Tam izlenebilirlikle malzeme sertifikası
Teknik Uygulamalar
Özel manifoldlarımız şu alanlara hizmet verir:
Performans otomotiv turbo uygulamaları
Motor sporları ve yarış araçları
Dizel performans yükseltmeleri
Deniz turbo şarjlı motorlar
Endüstriyel turbo makineleri
Mühendislik ekibimiz şunlar dahil olmak üzere tam teknik destek sunar:
Akış optimizasyonu için hesaplamalı akışkanlar dinamiği analizi
FEA teknolojisi kullanarak termal stres analizi
Belirli turboşarj konfigürasyonları için özel tasarım
Entegre atık gaz valfi ve harici vana seçenekleri
İleri seviye yatırım döküm tekniğini üstün ısıya dayanıklı malzemelerle birleştirerek, güvenilir yüksek performanslı çalışma, uzatılmış kullanım ömrü ve optimal güç aktarımı sağlayan turbo egzoz manifoldları sunuyoruz. Özel üretim yaklaşımımız, profesyonel yarış uygulamaları ve sokak performans yükseltmeleri için mükemmel uyum ve performans garanti eder.