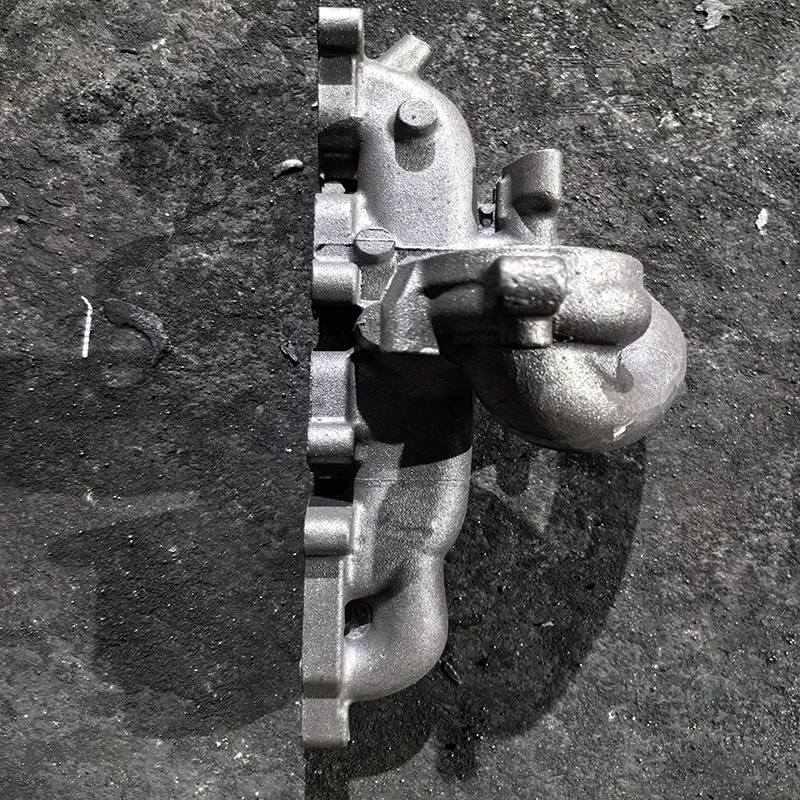
I den høytytende bilsektoren fungerer avgasssamleren som den kritiske koblingen mellom motor og turbo, og påvirker direkte ytelse og termisk effektivitet. Våre egendesignede nye rustfrie støpejernsdeler i rustfritt stål for bil turbo avgasssamler kombinerer avansert metallurgi med presisjonsproduksjon for å levere komponenter som tåler ekstreme temperaturer samtidig som de optimaliserer avgassstrømmen. Disse tilpassede samlerne gir den perfekte løsningen for ytelsesentusiaster som søker pålitelighet og ytelsesøkning i turboladede applikasjoner.
Utval av høgt kvalitet materiale
Vi bruker spesialiserte varmebestandige legeringer spesielt utviklet for avgassapplikasjoner:
Austenittisk rustfritt stål (304/321/316): Utmerket oksidasjonsbestandighet opp til 870°C med god formbarhet
Høy-silisium nodulært jern (SiMo 5.1): Overlegen bestandighet mot termisk utmattelse med driftstemperaturer opp til 800°C
Varmebestandig støpestålv (HK30): Optimal krypfasthet under vedvarende høytemperaturdrift
Spesielle legeringsblandinger: Krom-nikkel-molybdenkombinasjoner for bedret ytelse ved termisk syklus
Alle materialer gjennomgår omfattende validering, inkludert:
Spektrokjemisk analyse som sikrer nøyaktig legeringssammensetning
Braskfasthetstesting ved høy temperatur (400–800 °C)
Vurdering av motstand mot termisk veksel (1 000+ sykluser)
Mikrostrukturundersøkelse for karbidstabilitet og kornstruktur
Avansert investeringsstøping
Vårt produksjonsprosess benytter sofistikert støping med vakseavstøpningsteknologi:
Mønster- og formteknikk
3D-printede voksmodeller for komplekse kanalgeometrier
Flerelagete keramiske skal med primærlag basert på zirkon
Kontrollert tørkemiljø som opprettholder 40–60 % relativ fuktighet
Høytemperatursintering (1000–1100 °C) som sikrer skallintegritet
Presisjonsstøpeoperasjoner
Kontrollert atmosfære ved smelting for å forhindre overflaterens kontaminering
Presisjonskontroll av helletemperatur (±15 °C)
Datamaskinbasert fastsetningsimulering for optimal matning
Automatiserte prosesser for fjerning og skjæring av skall
Ytelsesegenskaper
Våre turboavgassmannsteder leverer:
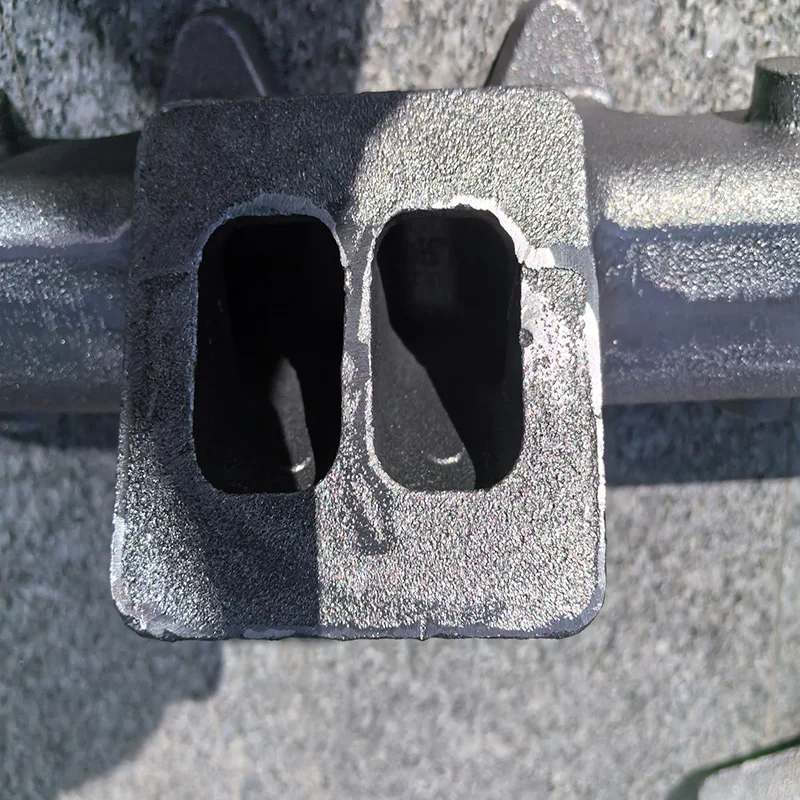
Lignende lengder på kanaler som minimaliserer avgassinterferens
Optimalisert veggtykkelse (4–6 mm) for termisk styring
Overflatetemperaturer holdes under 900 °C under kontinuerlig drift
Termisk ekspansjonskompatibilitet med sylinderhodemetall
Trykktålighet som overstiger 3 bar oppblåsningstrykk
Presisjonsmaskinbearbeidingsintegrasjon
Kritiske maskineringsoperasjoner inkluderer:
CNC-fresing av festeflenser (planhet innenfor 0,1 mm)
Presisjonsboring av turboopplukingsflate
Overflate slipet for optimal tetning
Verifisering med koordinatmålemaskin
Kvalitetssikringsprotokoll
Hvert samlerør gjennomgår omfattende validering:
Dimensjonsinspeksjon ved hjelp av optisk skanningsteknologi
Trykktesting til 5 bar for å hindre lekkasje
Magnetpartikkelinspeksjon for overflatefeil
Testing av varmesyklus ved høye temperaturer
Materialsertifisering med full sporbarhet
Tekniske anvendelser
Våre spesialtilpassede samlerenheter brukes til:
Høytytende turbotilløp for biler
Motorsport- og racerbiler
Oppgraderinger for dieselmotorer med høy ytelse
Marine turboladede motorer
Industrielle turbomaskiner
Vårt ingeniørteam gir komplett teknisk støtte inkludert:
Analyse av beregningsmessig væskedynamikk for strømningsoptimalisering
Termisk spenningsanalyse ved bruk av FEA-teknologi
Tilpasset design for spesifikke turboconfigurajoner
Integrert wastegate og eksterne gate-valg
Ved å kombinere avansert støping med premium varmebestandige materialer leverer vi turboavgasssamlerbokser som sikrer pålitelig høy ytelse, lengre levetid og optimal kraftoverføring. Vårt tilpassede produksjonsforløp garanterer perfekt passform og ytelse for både profesjonell racingsport og veiytelsesoppgraderinger.