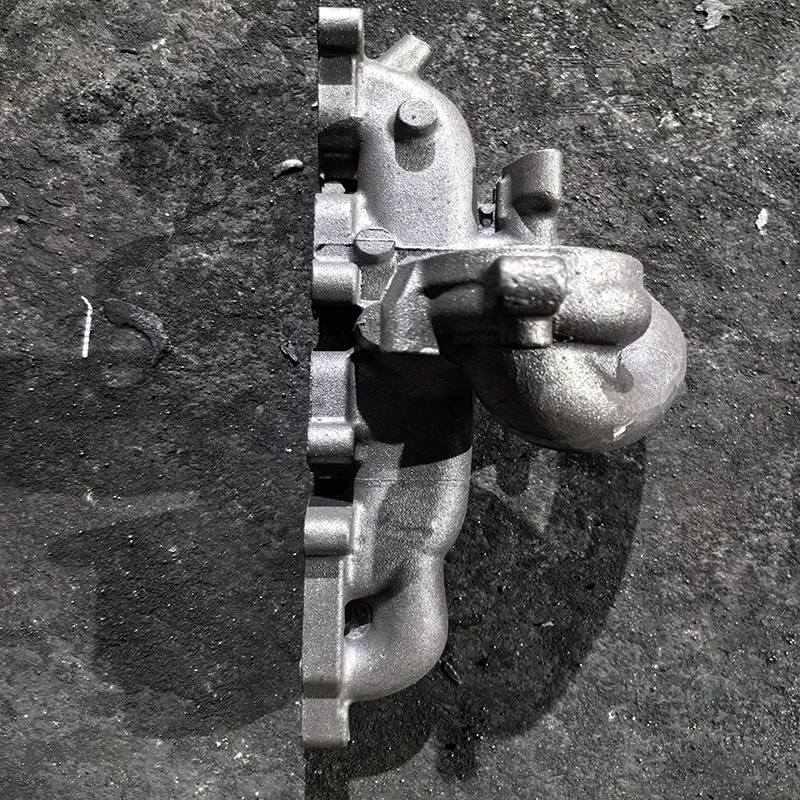
В секторе высокопроизводительных автомобилей выпускной коллектор служит критическим соединением между двигателем и турбокомпрессором, непосредственно влияя на мощность и тепловую эффективность. Наши индивидуальные новые детали из нержавеющей стали и чугуна, изготовленные методом точного литья, для турбированных выпускных коллекторов автомобилей сочетают передовые технологии металлургии с прецизионным производством, обеспечивая компоненты, способные выдерживать экстремальные температуры и оптимизирующие поток отработавших газов. Эти индивидуальные коллекторы являются идеальным решением для энтузиастов производительности, стремящихся к надёжности и приросту мощности в турбированных системах.
Выбор премиум-материалов
Мы используем специальные жаропрочные сплавы, специально разработанные для выпускных систем:
Аустенитная нержавеющая сталь (304/321/316): отличная устойчивость к окислению до 870°C и хорошая обрабатываемость
Высококремниевый модифицированный чугун (SiMo 5.1): превосходная устойчивость к термической усталости при рабочих температурах до 800°C
Жаропрочная литейная сталь (HK30): оптимальная устойчивость к ползучести при длительной работе при высоких температурах
Специальные сплавы: комбинации хрома, никеля и молибдена для улучшенной производительности при термоциклировании
Все материалы проходят строгую проверку, включая:
Спектрохимический анализ, обеспечивающий точный состав сплава
Испытания на растяжение при высоких температурах (диапазон 400–800 °C)
Оценку устойчивости к термоциклам (более 1000 циклов)
Исследование микроструктуры на стабильность карбидов и структуру зерна
Передовой процесс литья по выплавляемым моделям
Наше производство использует передовую технологию литья по выплавляемым моделям:
Проектирование модели и формы
3D-печать восковых моделей для сложных форм каналов литниковой системы
Формирование многослойного керамического корпуса с первичными покрытиями на основе циркония
Контролируемая среда сушки с поддержанием относительной влажности 40-60%
Обжиг формы при высокой температуре (1000–1100 °C), обеспечивающий целостность оболочки
Операции точного литья
Плавка в контролируемой атмосфере, предотвращающая загрязнение поверхности
Точное регулирование температуры заливки (±15 °C)
Компьютерное моделирование затвердевания для оптимального питания
Автоматизированные процессы удаления и резки оболочки
Характеристики производительности
Наши выпускные коллекторы турбодвигателей обеспечивают:
Каналы равной длины, минимизирующие интерференцию выхлопных газов
Оптимизация толщины стенок (4–6 мм) для теплового управления
Температура поверхности остается ниже 900 °C при непрерывной работе
Совместимость теплового расширения с материалами головки цилиндров
Рабочее давление более 3 бар избыточного давления
Интеграция прецизионной обработки
Критические операции механической обработки включают:
Фрезерование фланцев крепления на станке с ЧПУ (плоскостность в пределах 0,1 мм)
Точное растачивание поверхности крепления турбокомпрессора
Шлифовка поверхности для обеспечения оптимального уплотнения прокладки
Проверка с помощью координатно-измерительной машины
Протокол обеспечения качества
Каждый коллектор проходит комплексную проверку:
Измерение геометрических параметров с использованием оптического сканирования
Испытание под давлением до 5 бар для предотвращения утечек
Магнитопорошковый контроль на наличие поверхностных дефектов
Тестирование на термоциклирование при высокой температуре
Сертификация материала с полной прослеживаемостью
Техническое применение
Наши индивидуальные коллекторы используются для:
Турбонаддув в автомобильной промышленности
Автоспорт и гоночные автомобили
Модернизация дизельных двигателей
Морские двигатели с турбонаддувом
Промышленные турбомашины
Наша инженерная команда предоставляет полную техническую поддержку, включая:
Анализ вычислительной гидродинамики для оптимизации потока
Анализ термического напряжения с использованием технологии МКЭ
Индивидуальный дизайн для конкретных конфигураций турбокомпрессоров
Встроенный и внешний клапаны сброса давления
Сочетая передовое литье по выплавляемым моделям с высококачественными жаропрочными материалами, мы производим выпускные коллекторы турбонагнетателей, обеспечивающие надежную работу в режиме высокой производительности, длительный срок службы и оптимальную отдачу мощности. Наш индивидуальный подход к производству гарантирует идеальную посадку и отличные эксплуатационные характеристики как для профессиональных гоночных применений, так и для улучшения динамических характеристик автомобилей на дороге.