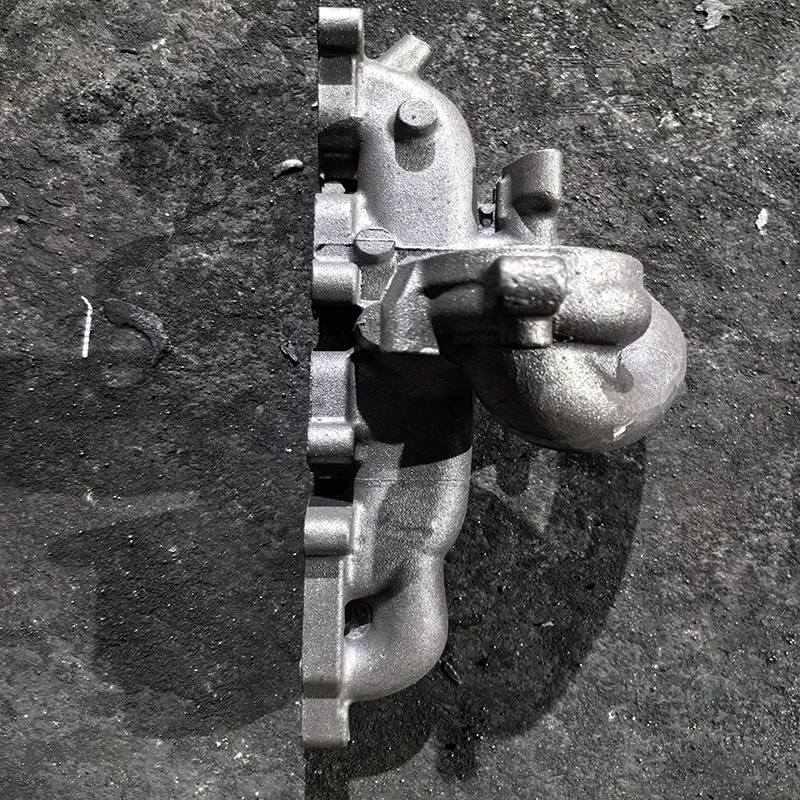
Dans le secteur automobile haute performance, le collecteur d'échappement constitue le point de jonction critique entre le moteur et le turbocompresseur, influant directement sur la puissance et l'efficacité thermique. Nos pièces moulées par coulée au fer inoxydable personnalisées pour collecteurs d'échappement turbo automobiles combinent une métallurgie avancée à une fabrication de précision afin de produire des composants capables de résister à des températures extrêmes tout en optimisant le flux d'échappement. Ces collecteurs sur mesure constituent la solution idéale pour les passionnés de performance recherchant fiabilité et gain de puissance dans des applications turbocompressées.
Sélection de matériaux de qualité supérieure
Nous utilisons des alliages spéciaux résistant à la chaleur, spécifiquement conçus pour les applications d'échappement :
Acier inoxydable austénitique (304/321/316) : excellente résistance à l'oxydation jusqu'à 870 °C avec une bonne formabilité
Fonte nodulaire à haute teneur en silicium (SiMo 5.1) : résistance supérieure à la fatigue thermique avec des températures de fonctionnement atteignant 800 °C
Acier moulé résistant à la chaleur (HK30) : résistance optimale au fluage lors d'un fonctionnement prolongé à haute température
Alliages spéciaux : combinaisons de chrome, nickel et molybdène pour des performances améliorées en cyclage thermique
Tous les matériaux subissent une validation rigoureuse incluant :
Analyse spectrochimique garantissant une composition précise de l'alliage
Essais de traction à haute température (plage 400-800 °C)
Évaluation de la résistance au cyclage thermique (plus de 1 000 cycles)
Examen de la microstructure pour la stabilité des carbures et la structure du grain
Procédé avancé de coulée par précision
Notre fabrication utilise une technologie de coulée par modèle perdu sophistiquée :
Conception du modèle et du moule
modèles en cire imprimés en 3D pour des géométries complexes de systèmes de coulée
Construction de coques céramiques multicouches avec des couches primaires à base de zircon
Environnement de séchage contrôlé maintenant une humidité relative de 40 à 60 %
Cuisson du moule à haute température (1000-1100 °C) garantissant l'intégrité de la coquille
Opérations de fonderie de précision
Fusion en atmosphère contrôlée empêchant la contamination de surface
Contrôle précis de la température de coulée (±15 °C)
Simulation informatisée de la solidification pour une alimentation optimale
Procédés automatisés de retrait et de découpe de la coquille
Caractéristiques de performance
Nos collecteurs d'échappement turbo offrent :
Conceptions de collecteurs de longueur égale minimisant les interférences d'échappement
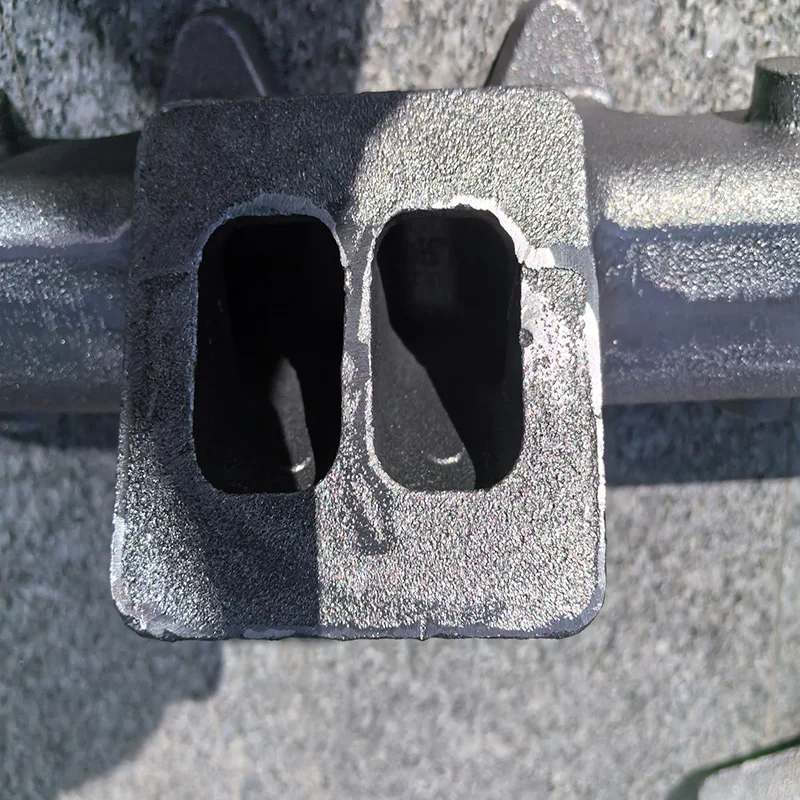
Optimisation de l'épaisseur des parois (4-6 mm) pour la gestion thermique
Températures de surface maintenues inférieures à 900 °C en fonctionnement continu
Compatibilité de la dilatation thermique avec les matériaux du bloc-cylindre
Capacité de pression supérieure à 3 bar de pression de suralimentation
Intégration de l'usinage de précision
Les opérations d'usinage critiques comprennent :
Fraisage CNC des brides de fixation (planéité dans un intervalle de 0,1 mm)
Alésage de précision de l'interface de montage du turbocompresseur
Rectification de surface pour un joint d'étanchéité optimal
Vérification par machine de mesure tridimensionnelle
Protocole d'assurance qualité
Chaque collecteur fait l'objet d'une validation complète :
Contrôle dimensionnel par technologie de numérisation optique
Essai de pression à 5 bar pour prévenir les fuites
Examen par particules magnétiques pour détecter les défauts de surface
Tests de cyclage thermique à haute température
Certification du matériau avec traçabilité complète
Applications techniques
Nos collecteurs sur mesure servent :
Applications automobiles haut de gamme avec turbo
Véhicules de sport automobile et de compétition
Mises à niveau de performance pour moteurs diesel
Moteurs marins turbocompressés
Machines industrielles à turbine
Notre équipe d'ingénieurs fournit un support technique complet incluant :
Analyse de dynamique des fluides numérique pour l'optimisation du flux
Analyse des contraintes thermiques par technologie FEA
Conception personnalisée pour configurations spécifiques de turbocompresseurs
Options de wastegate intégré et de clapet externe
En combinant la fonderie de précision avancée avec des matériaux hautement résistants à la chaleur, nous proposons des collecteurs d'échappement turbo qui assurent un fonctionnement fiable hautes performances, une durée de vie prolongée et une transmission optimale de la puissance. Notre approche de fabrication sur mesure garantit un ajustage parfait et des performances optimales, tant pour les applications professionnelles de course que pour les améliorations de performance routière.