Inom högpresterande bilsport fungerar avgasflänsen som den kritiska kopplingen mellan motor och turbo, vilket direkt påverkar effektuttag och termisk verkningsgrad. Våra anpassade nya rostfria järngjutningsdelar i rostfritt stål för bil turbos avgasflänsar kombinerar avancerad metallurgi med precisionsframställning för att leverera komponenter som tål extrema temperaturer samtidigt som de optimerar avgasflödet. Dessa anpassade flänsar utgör den perfekta lösningen för prestandaentusiaster som söker pålitlighet och effekttillväxt i turbotrycksanläggningar.
Utval av premium material
Vi använder specialiserade värmebeständiga legeringar specifikt utformade för avgasanvändning:
Austenitiskt rostfritt stål (304/321/316): Utmärkt oxidationståndighet upp till 870°C med god formbarhet
Högsiliciumhaltigt nodulärt gjutjärn (SiMo 5.1): Überlägsen motståndskraft mot termisk utmattning med driftstemperaturer upp till 800°C
Värmebeständigt gjutstål (HK30): Optimal krypfasthet vid kontinuerlig drift vid höga temperaturer
Speciallegeringar: Krom-nickel-molybdenkombinationer för förbättrad prestanda vid termisk cykling
Alla material genomgår omfattande verifiering inklusive:
Spektrokemisk analys för att säkerställa exakt legeringssammansättning
Dragprovning vid höga temperaturer (400–800 °C)
Utvärdering av motståndskraft mot termisk cykling (1 000+ cykler)
Mikrostrukturundersökning för karbidstabilitet och kornstruktur
Avancerad skallgjutningsprocess
Vår tillverkning använder sofistikerad skallformsgjutning med vaxmodell:
Mönster- och formteknik
3D-skrivna vaxmönster för komplexa sprutgeometrier
Byggande av flerskiktig keramisk skal med zirkoniumbaserade primärskikt
Kontrollerad torkmiljö som håller 40–60 % relativ fuktighet
Höjtkeramisk eldning (1000–1100°C) för att säkerställa skalintegritet
Precisionsgjutningsoperationer
Kontrollerat atmosfärsmältning för att förhindra ytkontaminering
Exakt styrning av gjuttemperatur (±15°C)
Datoriserad solidifieringssimulering för optimal matning
Automatiserade skalavläggnings- och skärprocesser
Prestandaegenskaper
Våra turboavgasgrenrör levererar:
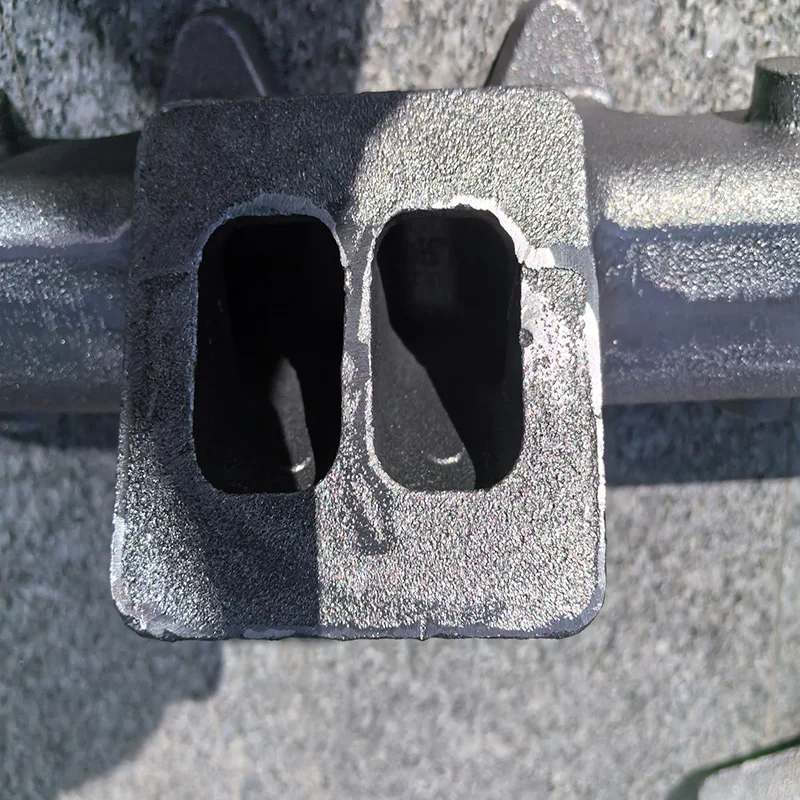
Lika långa kanaldesigner som minimerar avgasstörningar
Optimerad väggtjocklek (4–6 mm) för termisk hantering
Yttemperaturer underhålls under 900°C vid kontinuerlig drift
Termisk expansionskompatibilitet med cylinderhuvudsmaterial
Tryckkapacitet som överstiger 3 bar uppladdningstryck
Precision Bearbetning Integration
Kritiska bearbetningsoperationer inkluderar:
CNC-fräsning av fästflänsar (planhet inom 0,1 mm)
Precisionsborrning av turboförarens monteringsgränssnitt
Ytslipning för optimal packningstäthet
Verifiering med koordinatmätningsmaskin
Kvalitetssäkringsprotokoll
Varje samlingsrör genomgår omfattande verifiering:
Dimensionell kontroll med optisk skanningsteknik
Trycktest till 5 bar för läckageförebyggande
Magnetpulverinspektion för ytskador
Testning vid termisk cykling vid hög temperatur
Materialintyg med full spårbarhet
Tekniska tillämpningar
Våra specialtillverkade samlingsrör används för:
Turboapplikationer för prestandafordon
Motorsport- och tävlingsfordon
Prestandauppgraderingar för diesel
Turbonnerade marinmotorer
Industriella turbomaskiner
Vårt ingenjörsteam erbjuder komplett teknisk support inklusive:
Analys av beräkningsfluidodynamik för flödesoptimering
Analys av termisk belastning med FEA-teknik
Specialdesign för specifika turboaggregatskonfigurationer
Integrerad wastegate och externa gate-alternativ
Genom att kombinera avancerad precisionsgjutning med premium värmebeständiga material levererar vi turboavgasgrenrör som säkerställer tillförlitlig högprestanda, förlängd livslängd och optimal effektleverans. Vårt anpassade tillverkningsförhållande garanterar perfekt passform och prestanda för både professionella racetillämpningar och gatuprestandaförbättringar.