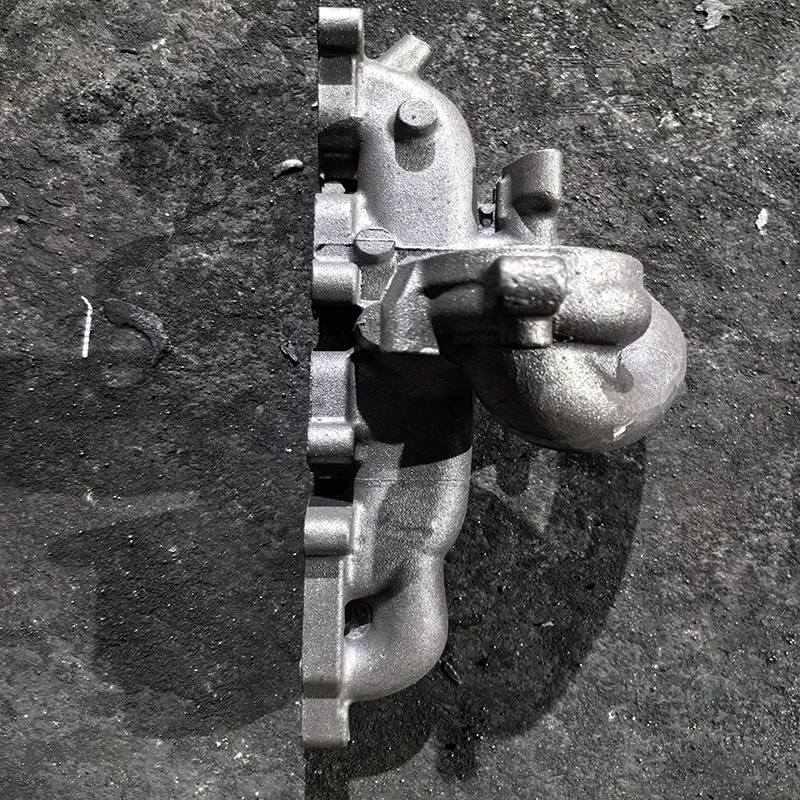
در بخش خودروهای پررفتار، مانیفولد فاقدسیل یک اتصال حیاتی بین موتور و توربوشارژر محسوب میشود که به طور مستقیم بر خروجی توان و بازده حرارتی تأثیر میگذارد. قطعات ریختهگری سرمایشی ما از فولاد ضدزنگ و چدن جدید سفارشیسازی شده برای مانیفولد فاقدسیل توربو، ترکیبی از متالورژی پیشرفته و ساخت دقیق است که اجزای مقاوم در برابر دماهای بسیار بالا را ارائه میدهد و در عین حال جریان گازهای خروجی را بهینه میکند. این مانیفولدهای سفارشی، راهحلی ایدهآل برای علاقهمندان به عملکرد بالا هستند که به دنبال افزایش قابلیت اطمینان و توان در کاربردهای توربوشارژری میباشند.
انتخاب مواد با کیفیت
ما از آلیاژهای مقاوم در برابر حرارت خاصی استفاده میکنیم که به طور خاص برای کاربردهای دودکش طراحی شدهاند:
فولاد زنگنزن آستنیتی (304/321/316): مقاومت عالی در برابر اکسیداسیون تا 870°C همراه با قابلیت شکلپذیری مناسب
چدن نشکن با سیلیسیم بالا (SiMo 5.1): مقاومت عالی در برابر خستگی حرارتی با دمای کاری تا 800°C
فولاد ریختهگری مقاوم در برابر حرارت (HK30): مقاومت بهینه در برابر خزش در شرایط کاری مداوم با دمای بالا
ترکیبات آلیاژهای خاص: ترکیب کروم-نیکل-مولیبدن برای بهبود عملکرد در چرخههای حرارتی
تمامی مواد تحت آزمونهای دقیقی از جمله:
تحلیل طیفشیمیایی برای اطمینان از ترکیب دقیق آلیاژ
آزمون کشش در دمای بالا (در محدوده 400 تا 800 درجه سانتیگراد)
ارزیابی مقاومت در برابر چرخههای حرارتی (بیش از 1000 چرخه)
بررسی ریزساختار برای پایداری کاربید و ساختار دانهها
فرآیند پیشرفته ریختهگری دقیق
تولید ما از فناوری پیشرفته ریختهگری با قالب صمغی (لاست واکس) استفاده میکند:
مهندسی الگو و قالب
الگوهای شمعی ساختهشده با چاپ سهبعدی برای هندسههای پیچیده کانالهای راهگاه
ساخت پوسته سرامیکی چندلایه با لایههای اولیه مبتنی بر زیرکون
محیط خشککن کنترلشده که رطوبت نسبی ۴۰ تا ۶۰ درصد را حفظ میکند
پخت قالب در دمای بالا (۱۰۰۰ تا ۱۱۰۰ درجه سانتیگراد) جهت اطمینان از یکپارچگی پوسته
عملیات ریختهگری دقیق
ذوب در محیط کنترلشده جهت جلوگیری از آلودگی سطحی
کنترل دقیق دمای ریختگری (±۱۵ درجه سانتیگراد)
شبیهسازی کامپیوتری انجماد برای تغذیه بهینه
فرآیندهای خودکار حذف و برش پوسته
ویژگیهای عملکردی
منیفولد های توربو اگزوز ما ارائه میدهند:
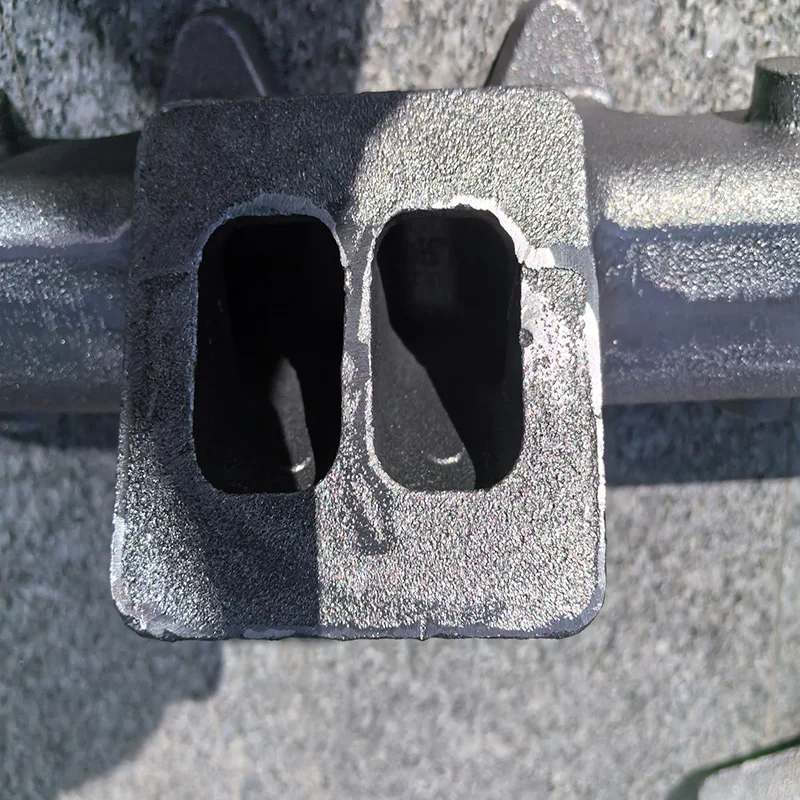
طراحی کانالهای با طول برابر جهت کاهش تداخل اگزوز
بهینهسازی ضخامت دیواره (۴ تا ۶ میلیمتر) برای مدیریت حرارتی
دمای سطح در حین کارکرد مداوم، پایینتر از 900 درجه سانتیگراد حفظ میشود
سازگاری انبساط حرارتی با مواد سر سیلندر
توانایی فشار بیش از 3 بار برای فشار توربو
ادغام ماشینکاری دقیق
عملیات ماشینکاری حیاتی شامل:
فرزکاری سیانسی فلنجهای نصب (تختی در محدوده 0.1 میلیمتر)
سوراخکاری دقیق رابط نصب توربوشارژر
سنگزنی سطحی برای آببندی بهینه واشر
تأیید با دستگاه اندازهگیری مختصاتی
پروتکل تضمین کیفیت
هر مانیفولد تحت آزمونهای جامع قرار میگیرد:
بررسی ابعادی با استفاده از فناوری اسکن نوری
آزمون فشار تا 5 بار جهت جلوگیری از نشتی
بررسی با ذرات مغناطیسی برای عیوب سطحی
آزمون چرخهدهی حرارتی در دمای بالا
گواهی مواد با قابلیت ردیابی کامل
کاربردهای فنی
منیفولد سفارشی ما برای موارد زیر استفاده میشود:
کاربردهای توربو در خودروهای با عملکرد بالا
وسایل نقلیه ورزشی و مسابقهای
ارتقاهای عملکردی دیزل
موتورهای توربوشارژر دریایی
ماشینآلات توربین صنعتی
تیم مهندسی ما پشتیبانی فنی کامل از جمله:
تحلیل دینامیک سیالات محاسباتی برای بهینهسازی جریان
تحلیل تنش حرارتی با استفاده از فناوری FEA
طراحی سفارشی برای پیکربندیهای خاص توربوشارژر
گزینههای دریچه هدر (وستگیت) یکپارچه و خارجی
با ترکیب ریختهگری پیشرفته سرمایشی و مواد با کیفیت مقاوم در برابر حرارت، ما مانیفولد فلکس توربویی تولید میکنیم که عملکرد قابل اعتماد با توان بالا، عمر طولانیتر و انتقال بهینه توان را تضمین میکند. رویکرد تولید اختصاصی ما، تناسب دقیق و عملکرد عالی را برای کاربردهای حرفهای مسابقاتی و همچنین ارتقاء عملکرد خودروهای جادهای فراهم میکند.