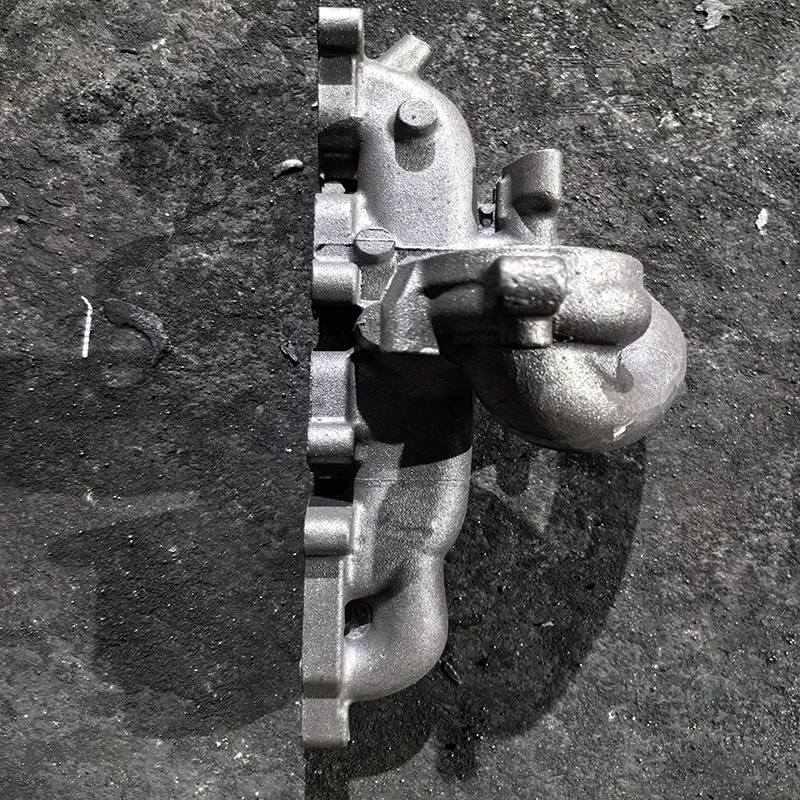
У сфері високопродуктивних автомобілів випускний колектор є критичним елементом, що з'єднує двигун і турбокомпресор, безпосередньо впливаючи на потужність і теплову ефективність. Наші спеціальні нові деталі з нержавіючої сталі та чавуну, виготовлені за технологією точного лиття, для турбовипускних колекторів автомобілів поєднують передову металургію з прецизійним виробництвом, забезпечуючи компоненти, стійкі до екстремальних температур і оптимізуючі відпрацьовані гази. Ці індивідуальні колектори є ідеальним рішенням для прихильників підвищеної продуктивності, які шукають надійності та збільшення потужності в турбозаряджених двигунах.
Вибір високоякісного матеріалу
Ми використовуємо спеціальні жароміцні сплави, розроблені саме для випускних систем:
Аустенітна нержавіюча сталь (304/321/316): відмінний опір окисленню до 870°C із хорошою формовуваністю
Висококремністий модифікований чавун (SiMo 5.1): вища стійкість до термічної втоми з робочими температурами до 800°C
Жароміцна литва сталь (HK30): оптимальний опір повзучості при тривалій роботі в умовах високих температур
Спеціальні сплави: комбінації хрому, нікелю та молібдену для покращеної продуктивності при термоциклуванні
Усі матеріали проходять сувору перевірку, включаючи:
Спектрохімічний аналіз для забезпечення точної композиції сплаву
Випробування на розтяг при високій температурі (діапазон 400–800 °C)
Оцінку стійкості до термоциклування (понад 1000 циклів)
Дослідження мікроструктури на стабільність карбідів та структуру зерна
Сучасний процес виливки за виплавляємими моделями
Наше виробництво використовує складну технологію виливки за методом втраченого воску:
Конструювання моделей і форм
виготовлення воскових моделей методом 3D-друку для складних геометрій ливникової системи
Формування багатошарової керамічної оболонки з первинними шарами на основі циркону
Контрольоване середовище сушіння з підтриманням вологості 40-60%
Високотемпературне обпалювання форми (1000-1100°C), що забезпечує цілісність оболонки
Операції прецизійного лиття
Плавлення в контрольованій атмосфері, що запобігає забрудненню поверхні
Точний контроль температури заливки (±15°C)
Комп'ютерне моделювання кристалізації для оптимального живлення
Автоматизовані процеси видалення оболонки та різання
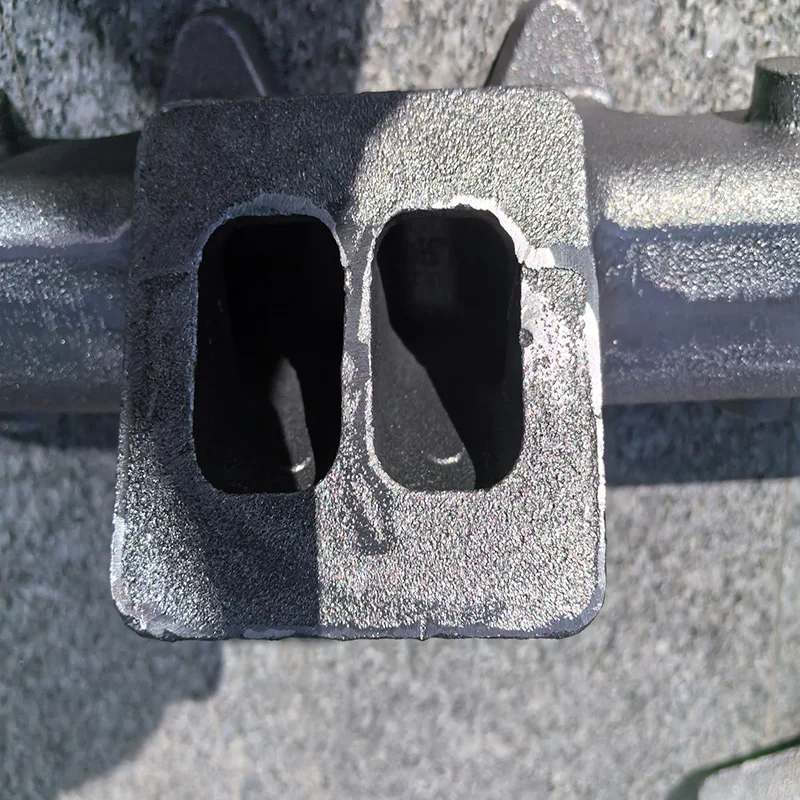
Відмінності експлуатаційних характеристик
Наші турбовипускні колектори забезпечують:
Канали рівної довжини, що мінімізують інтерференцію вихлопних газів
Оптимізація товщини стінок (4-6 мм) для теплового режиму
Температура поверхні залишається нижче 900°C під час безперервної роботи
Сумісність термічного розширення з матеріалами головки циліндрів
Здатність витримувати тиск понад 3 бари наддуву
Інтеграція прецизійної обробки
До критичних операцій механічної обробки належать:
Фрезерування фланців кріплення на верстаті з ЧПК (плоскість у межах 0,1 мм)
Прецизійне розточування інтерфейсу кріплення турбонагнітача
Шліфування поверхні для оптимального ущільнення прокладки
Перевірка за допомогою координатно-вимірювальної машини
Протокол забезпечення якості
Кожен колектор проходить комплексну перевірку:
Вимірювальна інспектування за допомогою оптичних скануючих технологій
Випробування тискум до 5 бар для запобігання витокам
Магнітно-частинковий контроль на наявність поверхневих дефектів
Тестування на термічний цикл при високій температурі
Сертифікація матеріалу з повною відстежуваністю
Технічні застосування
Наші спеціальні колектори призначені для:
Турбо-системи для автомобілів підвищеної продуктивності
Автоспортивні та гоночні автомобілі
Модернізація дизельних двигунів для підвищення продуктивності
Морські двигуни з турбонаддувом
Промислове турбінне обладнання
Наша інженерна команда надає повний технічний супровід, включаючи:
Аналіз обчислювальної гідродинаміки для оптимізації потоку
Аналіз термічного напруження за допомогою технології МСЕ
Індивідуальний дизайн для конкретних конфігурацій турбокомпресорів
Вбудований та зовнішній варіанти клапана перепуску тиску
Поєднуючи передове лиття з високоякісними матеріалами, стійкими до високих температур, ми виробляємо турбо випускні колектори, які забезпечують надійну роботу у режимі підвищеної продуктивності, тривалий термін служби та оптимальну передачу потужності. Наш індивідуальний підхід до виробництва гарантує ідеальне прилягання та високі експлуатаційні характеристики як для професійних гоночних застосунків, так і для тюнінгу автомобілів на дорозі.