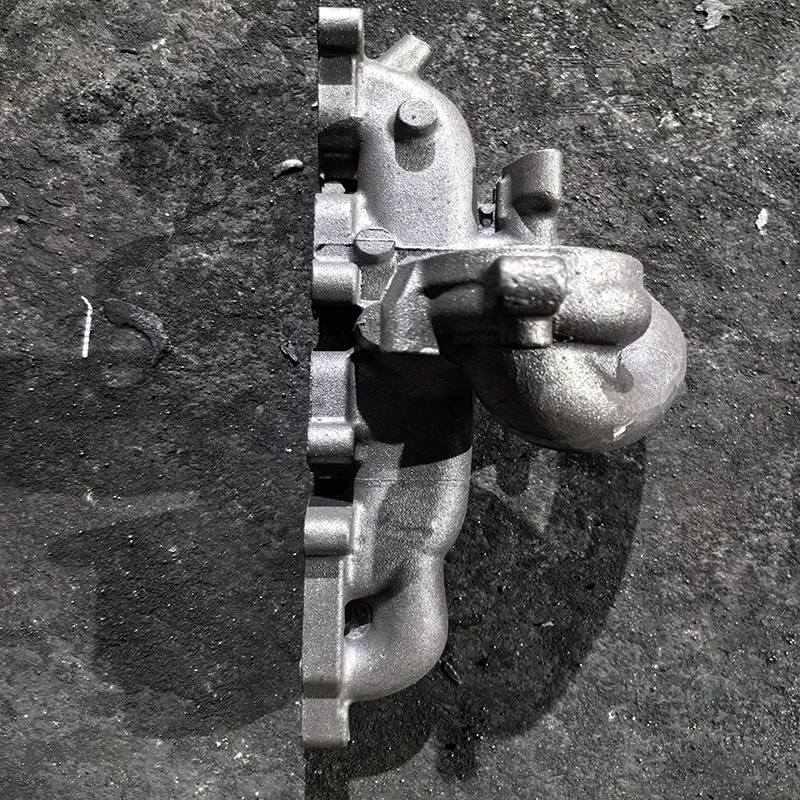
اعلی کارکردگی والے خودکار شعبے میں، اخراج منی فولڈ انجن اور ٹربو چارجر کے درمیان اہم رابطہ کا ذریعہ ہوتا ہے، جو براہ راست طاقت کی پیداوار اور حرارتی کارکردگی کو متاثر کرتا ہے۔ ہمارے کسٹم نئے سٹین لیس سٹیل آئرن انویسٹمنٹ کاسٹنگ پارٹس برائے کار ٹربو اخراج منی فولڈز جدید دھات سازی اور درست تیاری کے طریقے کو یکجا کرتے ہیں تاکہ وہ اجزا تیار کیے جا سکیں جو شدید درجہ حرارت کو برداشت کر سکیں اور اخراج کے بہاؤ کو بہتر بنائیں۔ یہ کسٹم منی فولڈز اُن کارکردگی کے شوقین افراد کے لیے بہترین حل فراہم کرتے ہیں جو ٹربو چارجز ایپلی کیشنز میں قابل اعتمادیت اور طاقت میں اضافہ چاہتے ہیں۔
پریمیم مواد کا انتخاب
ہم اخراج کے استعمال کے لیے خصوصی طور پر تیار کردہ حرارتی مزاحمت والے ملازوں کا استعمال کرتے ہیں:
آسٹینیٹک سٹین لیس سٹیل (304/321/316): 870°C تک بہترین آکسیکرشن مزاحمت کے ساتھ اچھی تشکیل کی صلاحیت
ہائی-سلیکون نوڈولر آئرن (SiMo 5.1): 800°C تک کام کرنے والے درجہ حرارت کے ساتھ بہترین حرارتی تھکاوٹ مزاحمت
حرارتی مزاحمت والی کاسٹ سٹیل (HK30): مستقل اعلی درجہ حرارت کے آپریشن کے دوران بہترین کریپ مزاحمت
خصوصی مخلوط سپлав: بہتر حرارتی سائیکلنگ کی کارکردگی کے لیے کرومیم، نکل اور مولیبڈینم کے مرکبات
تمام مواد سخت گواہی سے گزرتے ہیں جس میں شامل ہیں:
درست سپلاو ترکیب کو یقینی بنانے کے لیے طیفیاتی کیمیائی تجزیہ
اعلیٰ درجہ حرارت کشیدگی کی جانچ (400 تا 800°C کی حد)
حرارتی سائیکلنگ کی مزاحمت کا جائزہ (1,000+ سائیکلز)
کاربائیڈ استحکام اور دانے کی ساخت کے لیے خرده ساخت کا معائنہ
جدید انویسٹمنٹ کاسٹنگ عمل
ہماری تیاری پیچیدہ لوست واکس انویسٹمنٹ کاسٹنگ ٹیکنالوجی کو استعمال کرتی ہے:
پیٹرن اور سانچہ انجینئرنگ
پیچیدہ رنر جیومیٹری کے لیے 3D پرنٹ شدہ واکس پیٹرن
زیرکونیم کی بنیاد پر پرائمری کوٹس کے ساتھ ملٹی لیئر سرامک شیل تعمیر
کنٹرول شدہ خشک کرنے کا ماحول جو 40-60 فیصد نسبتی نمی برقرار رکھتا ہے
اعلیٰ درجہ حرارت پر قالب کی فائرینگ (1000-1100°C) جو شیل کی سالمیت کو یقینی بناتی ہے
پریسیژن کاسٹنگ آپریشنز
کنٹرول شدہ ماحول میں پگھلانا جو سطحی آلودگی کو روکتا ہے
پریسیژن ڈالنے کے درجہ حرارت کا کنٹرول (±15°C)
بہترین فیڈنگ کے لیے کمپیوٹرائزڈ جمنے کی ماخوذی
خودکار شیل کو ہٹانے اور کٹنگ کے عمل
کارکردگی کے خصوصیات
ہمارے ٹربو اخراج منیفولڈس درج ذیل فراہم کرتے ہیں:
مساوی لمبائی والے رنر ڈیزائن جو اخراج مداخلت کو کم سے کم کرتے ہیں
حرارتی انتظام کے لیے دیوار کی موٹائی کی بہترین ترتیب (4-6 ملی میٹر)
مسلسل آپریشن کے دوران سطح کا درجہ حرارت 900°C سے کم رکھا جاتا ہے
سلنڈر ہیڈ کے مواد کے ساتھ حرارتی پھیلاؤ کی مطابقت
3 بار بوسٹ دباؤ سے زیادہ دباؤ برداشت کرنے کی صلاحیت
پریسیژن مشیننگ انٹیگریشن
اہم مشیننگ کے عمل میں شامل ہیں:
مونٹنگ فلانج کی سی این سی مِلنگ (مسطحیت 0.1 م کے اندر)
ٹربوچارجر ماؤنٹنگ انٹرفیس کی پریسیژن بورنگ
بہترین گسکٹ سیلنگ کے لیے سطح کی گرائنڈنگ
داخلی ماپنے والے مشین کی تصدیق
معیار کی ضمانت کا طریقہ کار
ہر منی فولڈ مکمل تصدیق سے گزرتا ہے:
آپٹیکل اسکیننگ ٹیکنالوجی کا استعمال کرتے ہوئے ابعاد کا معائنہ
لیک سے بچاؤ کے لیے 5 بار تک دباؤ کا ٹیسٹ
سطحی خامیوں کے لیے مقناطیسی ذرات کا معائنہ
اعلیٰ درجہ حرارت کے تھرمل سائیکلنگ کا تجربہ
مکمل ٹریس ایبلٹی کے ساتھ مواد کی تصدیق
فنی درخواستیں
ہمارے کسٹم منیفولڈز کی خدمت:
ہماری انجینئرنگ ٹیم مکمل تکنیکی سپورٹ فراہم کرتی ہے جس میں شامل ہیں:
بہاؤ کی بہتری کے لیے کمپیوٹیشنل فلویڈ ڈائنامکس تجزیہ
ایف ای اے ٹیکنالوجی کا استعمال کرتے ہوئے تھرمل اسٹریس کا تجزیہ
مخصوص ٹربوچارجر کی تشکیل کے لیے کسٹم ڈیزائن
انٹیگریٹڈ ویسٹ گیٹ اور خارجی گیٹ کے اختیارات
اعلیٰ درجے کی حرارت مزاحمت والی مواد کے ساتھ جدید سرمایہ کاری کی ڈھلن کو ملانے کے ذریعے، ہم ٹربو اخراج منی فولڈس فراہم کرتے ہیں جو قابل اعتماد بلند کارکردگی کے آپریشن، طویل خدمت کی زندگی، اور بہترین طاقت کی فراہمی کو یقینی بناتے ہیں۔ ہمارا کسٹم تیاری کا طریقہ پیشہ ورانہ دوڑ کے استعمال اور سڑک کی کارکردگی کی ترقی دونوں کے لیے بالکل فٹنگ اور کارکردگی کی ضمانت دیتا ہے۔