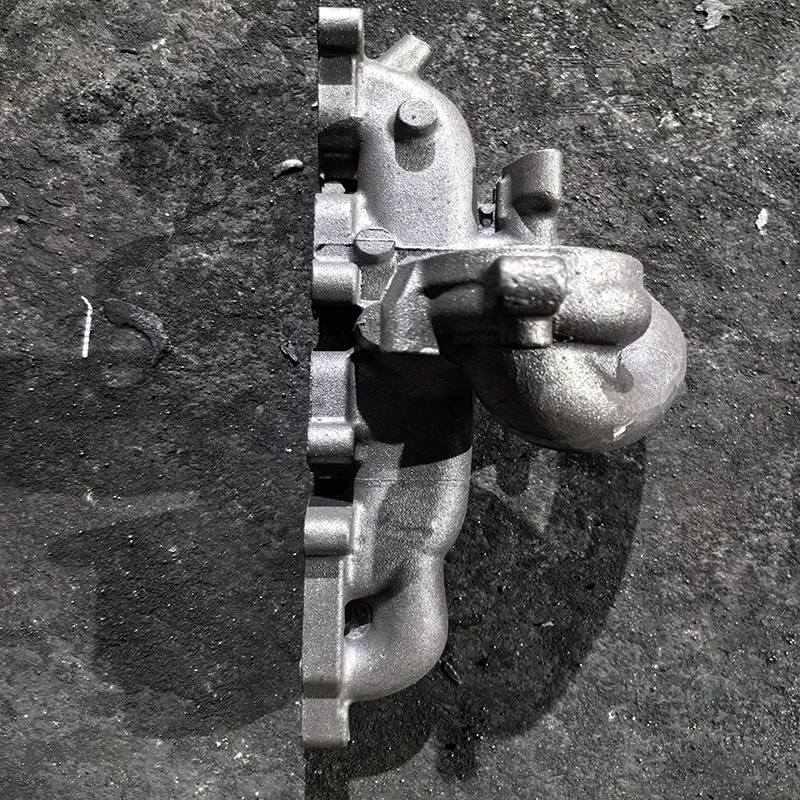
In the high-performance automotive sector, the exhaust manifold serves as the critical junction between engine and turbocharger, directly influencing power output and thermal efficiency. Our Custom New Stainless Steel Iron Investment Casting Parts for Car Turbo Exhaust Manifolds combine advanced metallurgy with precision manufacturing to deliver components that withstand extreme temperatures while optimizing exhaust flow. These custom manifolds provide the perfect solution for performance enthusiasts seeking reliability and power gains in turbocharged applications.
Premium Material Selection
We utilize specialized heat-resistant alloys specifically engineered for exhaust applications:
Austenitic Stainless Steel (304/321/316): Excellent oxidation resistance up to 870°C with good formability
High-Silicon Nodular Iron (SiMo 5.1): Superior thermal fatigue resistance with operating temperatures to 800°C
Heat-Resistant Cast Steel (HK30): Optimal creep resistance under sustained high-temperature operation
Special Alloy Blends: Chromium-nickel-molybdenum combinations for enhanced thermal cycling performance
All materials undergo rigorous validation including:
Spectrochemical analysis ensuring precise alloy composition
High-temperature tensile testing (400-800°C range)
Thermal cycling resistance evaluation (1,000+ cycles)
Microstructure examination for carbide stability and grain structure
Advanced Investment Casting Process
Our manufacturing employs sophisticated lost-wax investment casting technology:
Pattern and Mold Engineering
3D printed wax patterns for complex runner geometries
Multi-layer ceramic shell building with zircon-based primary coats
Controlled drying environment maintaining 40-60% relative humidity
High-temperature mold firing (1000-1100°C) ensuring shell integrity
Precision Casting Operations
Controlled atmosphere melting preventing surface contamination
Precision pouring temperature control (±15°C)
Computerized solidification simulation for optimal feeding
Automated shell removal and cutting processes
Performance Characteristics
Our turbo exhaust manifolds deliver:
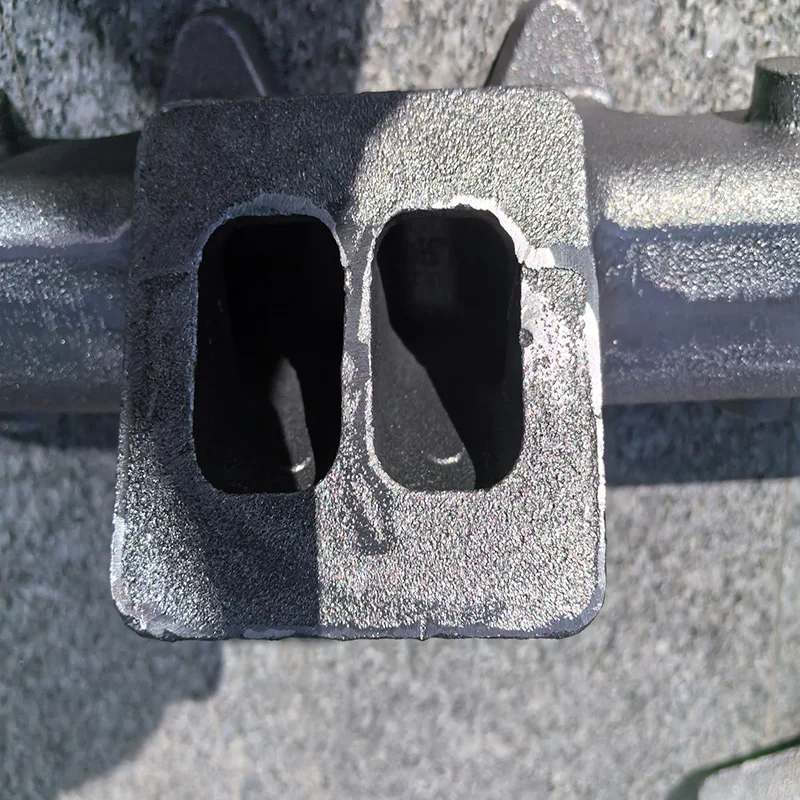
Equal-length runner designs minimizing exhaust interference
Wall thickness optimization (4-6mm) for thermal management
Surface temperatures maintained below 900°C under continuous operation
Thermal expansion compatibility with cylinder head materials
Pressure capability exceeding 3 bar boost pressure
Precision Machining Integration
Critical machining operations include:
CNC milling of mounting flanges (flatness within 0.1mm)
Precision boring of turbocharger mounting interface
Surface grinding for optimal gasket sealing
Coordinate measuring machine verification
Quality Assurance Protocol
Each manifold undergoes comprehensive validation:
Dimensional inspection using optical scanning technology
Pressure testing to 5 bar for leak prevention
Magnetic particle inspection for surface defects
High-temperature thermal cycling testing
Material certification with full traceability
Technical Applications
Our custom manifolds serve:
Performance automotive turbo applications
Motorsports and racing vehicles
Diesel performance upgrades
Marine turbocharged engines
Industrial turbo machinery
Our engineering team provides complete technical support including:
Computational fluid dynamics analysis for flow optimization
Thermal stress analysis using FEA technology
Custom design for specific turbocharger configurations
Integrated wastegate and external gate options
By combining advanced investment casting with premium heat-resistant materials, we deliver turbo exhaust manifolds that ensure reliable high-performance operation, extended service life, and optimal power delivery. Our custom manufacturing approach guarantees perfect fitment and performance for both professional racing applications and street performance upgrades.