For commercial vehicle operators maintaining FUSO and TOYOTA trucks, drivetrain reliability directly impacts operational efficiency and total cost of ownership. Our Japanese Gray Cast Iron Flywheels are engineered to meet the exacting standards of these iconic truck manufacturers, delivering OEM-equivalent performance, exceptional durability, and perfect fitment for clutch system repairs and overhauls in demanding transportation applications.
Premium Material: High-Grade Gray Cast Iron
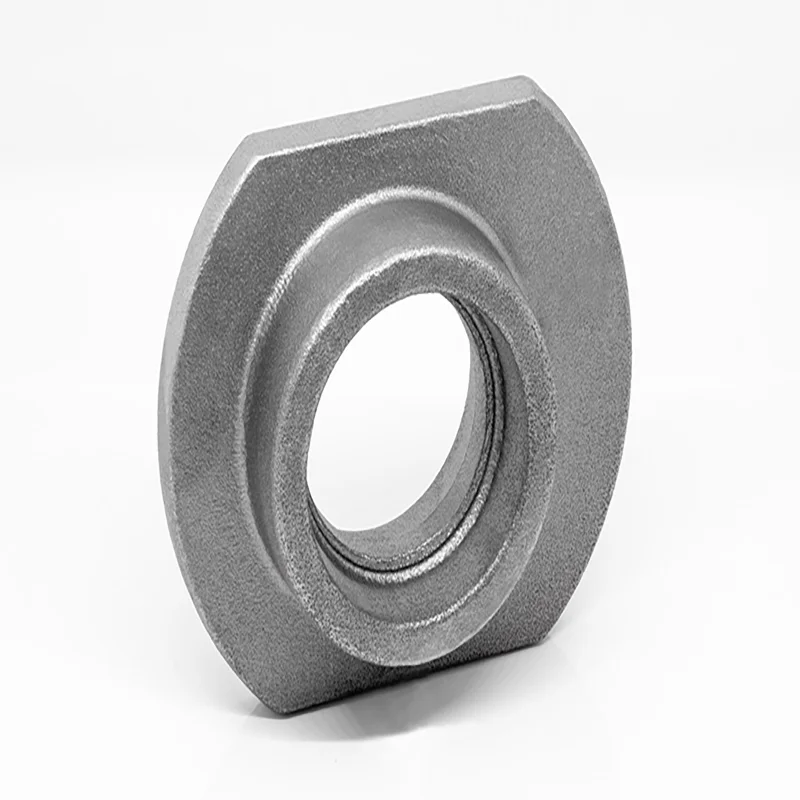
We utilize FC250/GC250 grade gray cast iron, specifically formulated for heavy-duty automotive applications. This material provides an optimal balance of mechanical properties crucial for truck flywheels:
Excellent Thermal Stability: Maintains dimensional integrity under repeated clutch engagement cycles, resisting warping and heat checking
Superior Vibration Damping: The flake graphite structure absorbs torsional vibrations 3-5 times more effectively than steel, protecting transmission components
High Compressive Strength: Withstands clutch pressure plate forces exceeding 4000 N without deformation
Excellent Wear Resistance: Provides consistent friction surface characteristics throughout the service life
Precision Manufacturing Process
Our production process combines advanced foundry technology with precision machining:
Sand Casting: Using resin-bonded molds to achieve dense, homogeneous castings with minimal internal stresses
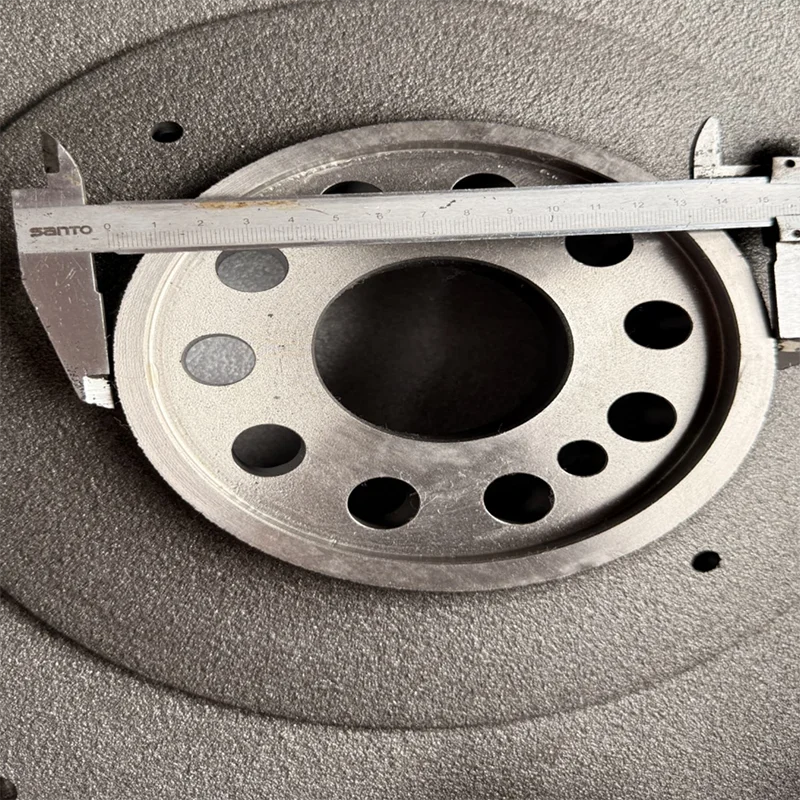
CNC Machining: Precision turning of friction surfaces to ensure flatness within 0.05mm and surface finish of Ra 3.2-6.3 μm
Thermal Management: Controlled cooling and stress relief annealing to prevent distortion and ensure long-term stability
Dynamic Balancing: Computerized balancing to G6.3 grade at operational RPM, reducing vibration to below 2.8 mm/s
Performance and Application Excellence
These gray cast iron flywheels deliver critical performance characteristics:
Smooth clutch engagement with minimal chatter
Reliable starter motor gear engagement through precision-machined teeth
Consistent performance across temperature ranges from -40°C to 300°C
Service life matching OEM specifications (typically 300,000+ kilometers)
Designed as direct replacements for:
FUSO Canter, Fighter, and Super Great series
TOYOTA Dyna, Toyoace, and Coaster models
Various industrial engines in generator and machinery applications
Each flywheel undergoes comprehensive quality verification including:
Magnetic particle inspection for surface defects
Dimensional validation using coordinate measuring machines
Hardness testing to ensure 187-241 HB consistency
Runout measurement within 0.1mm TIR
Our technical support team provides application-specific guidance for proper installation and maintenance procedures. By maintaining strict adherence to Japanese manufacturing standards and quality control protocols, we ensure these gray cast iron flywheels deliver the reliability, performance, and longevity that FUSO and TOYOTA truck operators depend on for their daily operations, minimizing downtime and reducing total operating costs through extended service intervals and dependable performance.
About Us