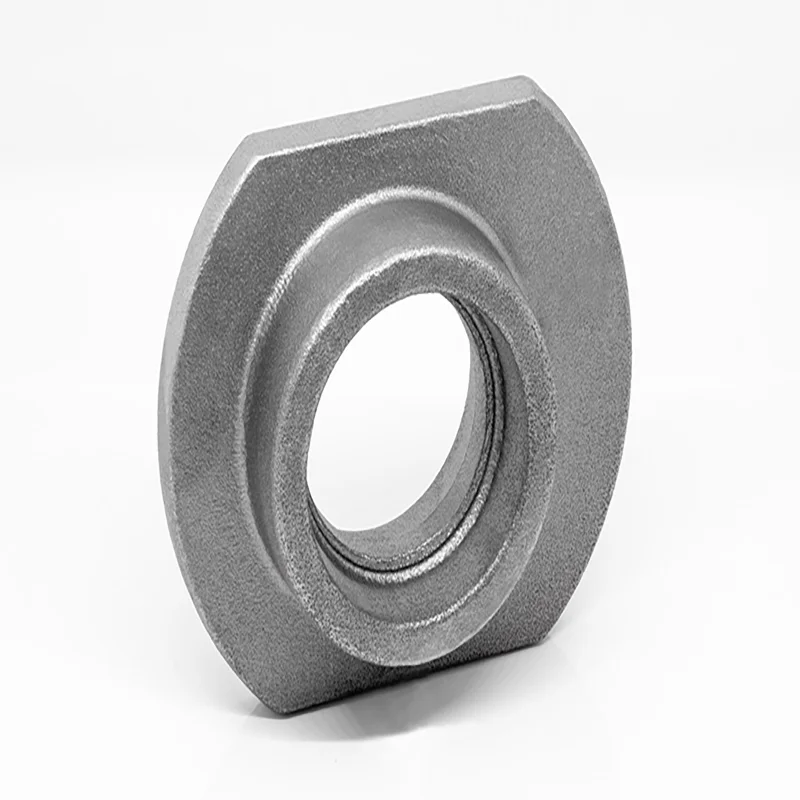
Bagi operator kendaraan komersial yang merawat truk FUSO dan TOYOTA, keandalan sistem penggerak secara langsung memengaruhi efisiensi operasional dan total biaya kepemilikan. Flywheel Besi Cor Abu-abu Jepang kami dirancang sesuai standar ketat produsen truk ternama ini, memberikan kinerja setara OEM, daya tahan luar biasa, serta pasangan sempurna untuk perbaikan dan perbaikan sistem kopling dalam aplikasi transportasi yang menuntut.
Material Premium: Besi Cor Abu-abu Kelas Tinggi
Kami menggunakan besi cor abu-abu kelas FC250/GC250, yang dirancang khusus untuk aplikasi otomotif berat. Material ini memberikan keseimbangan optimal dari sifat mekanis yang penting untuk roda gila truk:
Stabilitas Termal yang Unggul: Mempertahankan integritas dimensi selama siklus pelibatan kopling berulang, tahan terhadap pelekukan dan retak akibat panas
Peredaman Getaran yang Lebih Baik: Struktur grafit serpih menyerap getaran torsi 3-5 kali lebih efektif dibanding baja, melindungi komponen transmisi
Kekuatan Tekan Tinggi: Tahan terhadap gaya pelat tekan kopling yang melebihi 4000 N tanpa mengalami deformasi
Ketahanan Aus yang Sangat Baik: Memberikan karakteristik permukaan gesekan yang konsisten sepanjang masa pakai
Proses manufaktur presisi
Proses produksi kami menggabungkan teknologi pengecoran mutakhir dengan permesinan presisi:
Pengecoran Pasir: Menggunakan cetakan berperekat resin untuk menghasilkan coran yang padat, homogen, dengan tegangan internal minimal
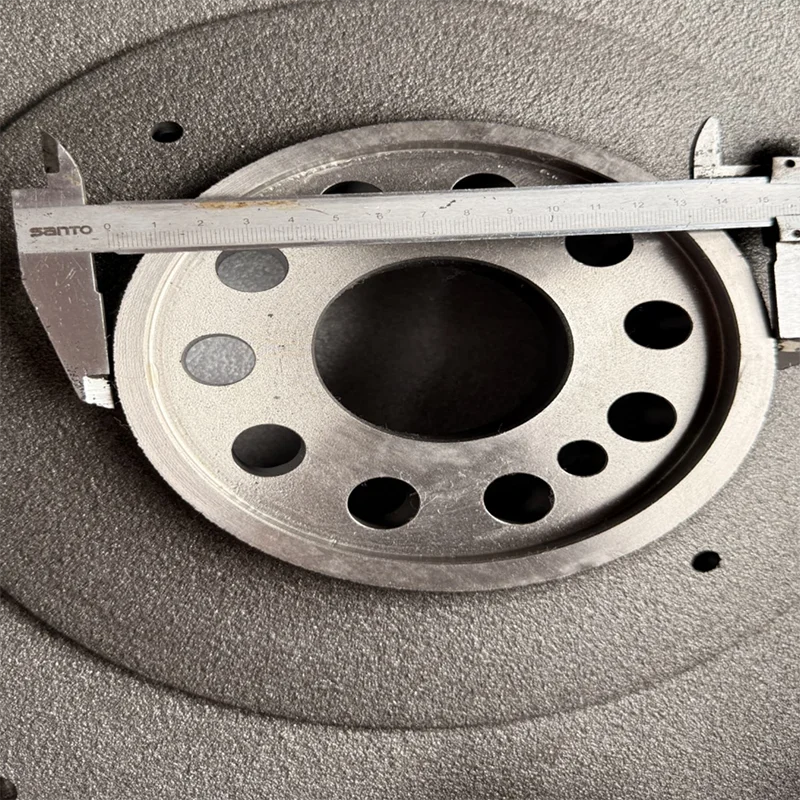
Permesinan CNC: Pembubutan presisi pada permukaan gesek untuk memastikan kerataan dalam kisaran 0,05 mm dan kehalusan permukaan Ra 3,2-6,3 μm
Manajemen Termal: Pendinginan terkendali dan perlakuan panas relaksasi tegangan untuk mencegah distorsi serta memastikan stabilitas jangka panjang
Penyeimbangan Dinamis: Penyeimbangan komputerisasi hingga kelas G6.3 pada putaran operasional, mengurangi getaran di bawah 2,8 mm/s
Keunggulan Kinerja dan Aplikasi
Flywheel besi cor kelabu ini memberikan karakteristik kinerja penting:
Perpindahan kopling yang halus dengan getaran minimal
Keterlibatan roda gigi motor starter yang andal melalui pemotongan gigi presisi
Kinerja konsisten pada kisaran suhu dari -40°C hingga 300°C
Umur pakai sesuai spesifikasi OEM (biasanya 300.000 kilometer atau lebih)
Dirancang sebagai pengganti langsung untuk:
FUSO Canter, Fighter, dan seri Super Great
Model TOYOTA Dyna, Toyoace, dan Coaster
Berbagai mesin industri dalam aplikasi generator dan permesinan
Setiap roda gila menjalani verifikasi kualitas menyeluruh termasuk:
Pemeriksaan partikel magnetik untuk mendeteksi cacat permukaan
Validasi dimensi menggunakan mesin pengukur koordinat
Pengujian kekerasan untuk memastikan konsistensi 187-241 HB
Pengukuran runout dalam rentang 0,1 mm TIR
Tim dukungan teknis kami memberikan panduan khusus aplikasi untuk prosedur pemasangan dan perawatan yang tepat. Dengan mematuhi secara ketat standar manufaktur Jepang dan protokol kontrol kualitas, kami memastikan roda gila dari besi cor kelabu ini memberikan keandalan, kinerja, dan daya tahan yang diandalkan oleh operator truk FUSO dan TOYOTA dalam operasi harian mereka, meminimalkan waktu henti serta mengurangi total biaya operasional melalui interval perawatan yang lebih panjang dan kinerja yang andal.
Tentang Kami