Hyödyntäyautomaattien käyttäjien, jotka ylläpitävät FUSO- ja TOYOTA-kuorma-autoja, osalta voimansiirron luotettavuus vaikuttaa suoraan toiminnan tehokkuuteen ja kokonaiskustannuksiin. Japanilaiset harmaat lyijytysrautapyöräpyöräpyöräpyöräpyöräpyöräpyöräpyöräpyöräpyöräpyöräpyöräpyöräpyöräpyöräpyöräpyöräpyöräpyöräpyöräpyöräpyör
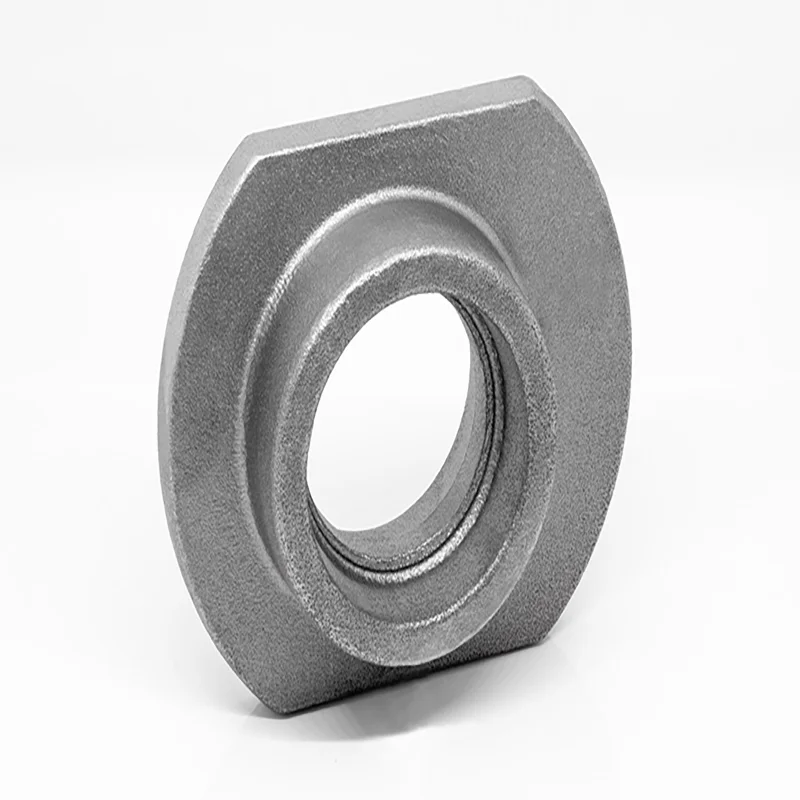
Laadukas materiaali: Korkealaatuinen harmaavalurauta
Käytämme FC250/GC250-luokan harmaavalurautaa, joka on erityisesti kehitetty raskaisiin automobiilisovelluksiin. Tämä materiaali tarjoaa optimaalisen tasapainon mekaanisista ominaisuuksista, jotka ovat ratkaisevan tärkeitä trukkien hidaspyörille:
Erinomainen lämpövakaus: Säilyttää muotoaan toistuvissa sytkinten kytkentäjaksoissa, kestää vääntymistä ja kuuman aiheuttamia halkeamia
Superior Vibration Damping: Lehtigrafiittirakenne absorboi vääntövärähtelyjä 3–5 kertaa tehokkaammin kuin teräs, suojelee vaihteiston komponentteja
Suuri puristuslujuus: Kestävää kiuskin paineleven voimia yli 4000 N ilman muodonmuutosta
Erinomainen kulumiskestävyys: Tarjoaa johdonmukaiset kitkapinnan ominaisuudet koko käyttöiän ajan
Tarkkuusvalmistusprosessi
Valmistusprosessimme yhdistää edistyneen valutekniikan tarkkaan konepajatekniikkaan:
Hiekkavalu: Käytetään resiinäsidosmuita tiheiden, homogeenisten valujen saavuttamiseksi vähimmäisellä sisäisellä jännityksellä
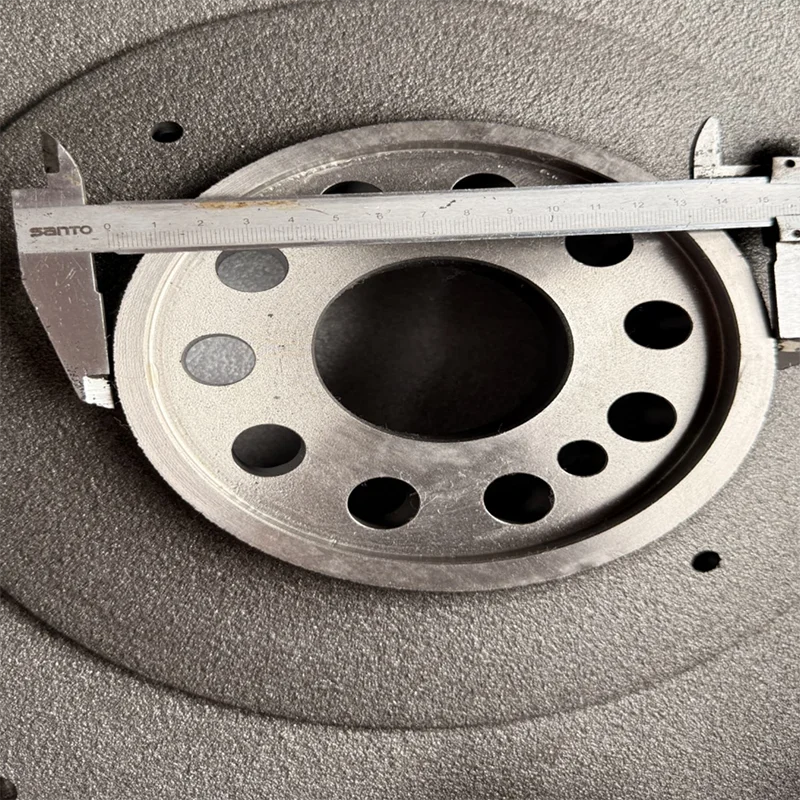
CNC-konepajoitus: Tarkka kitkapintojen sorvaus varmistaakseen tasomaisuuden ±0,05 mm:n sisällä ja pintakarheuden Ra 3,2–6,3 μm
Lämmönhallinta: Ohjattu jäähdytys ja jännitystenpoistohehkutus vääristymisen estämiseksi ja pitkäaikaisen stabiiliuden varmistamiseksi
Dynaaminen tasapainotus: Tietokoneohjattu tasapainotus G6.3-luokkaan käyttönopeudessa, mikä vähentää värähtelyä alle 2,8 mm/s
Suorituskyky ja sovelluskelpoisuus -erittely
Nämä harmaanvalurautaiset hyytäimet tarjoavat keskeisiä suorituskykyominaisuuksia:
Sileä kiuskin kytkentä vähimmäisellä narina- tai tärinäilmiöllä
Luotettava käynnistysmoottoripyörän hampaiden kengittyminen tarkkakoneistettujen hampaiden ansiosta
Johdonmukainen suorituskyky lämpötila-alueella -40 °C:sta 300 °C:seen
Käyttöikä vastaa OEM-määritelmiä (tyypillisesti yli 300 000 kilometriä)
Suunniteltu suoriksi vaihto-osiksi seuraaviin:
FUSO Canter, Fighter ja Super Great -sarjoihin
TOYOTA Dyna, Toyoace ja Coaster -malleihin
Erilaisten teollisuusmoottorien käyttöön generaattoreissa ja koneissa
Jokainen hidaspyörä testataan perusteellisesti laadunvarmistuksen osana, mukaan lukien:
Magneettinen partikkelitarkastus pintavirheiden havaitsemiseksi
Mittatarkkuuden validointi koordinaattimittakoneilla
Kovuustesti, jolla varmistetaan 187–241 HB:n kovuus
Pyörimisvirheen mittaus enintään 0,1 mm TIR:ssä
Tekninen tukitiimimme tarjoaa sovelluskohtaista ohjeistusta oikeaan asennukseen ja kunnossapitotoimenpiteisiin. Noudattamalla tiukasti japanilaisten valmistajien standardeja ja laadunvalvontaprotokollia, varmistamme, että nämä harmaan valurautaiset hihnavyöhykkeet tarjoavat luotettavuutta, suorituskykyä ja pitkää käyttöikää, johon FUSO- ja TOYOTA-rekka-autojen kuljettajat luottavat arkipäivän toiminnassaan, vähentäen katkoaikoja ja alentamalla kokonaiskustannuksia pidentämällä huoltovälejä ja tarjoamalla luotettavaa suorituskykyä.
Tietoa meistä