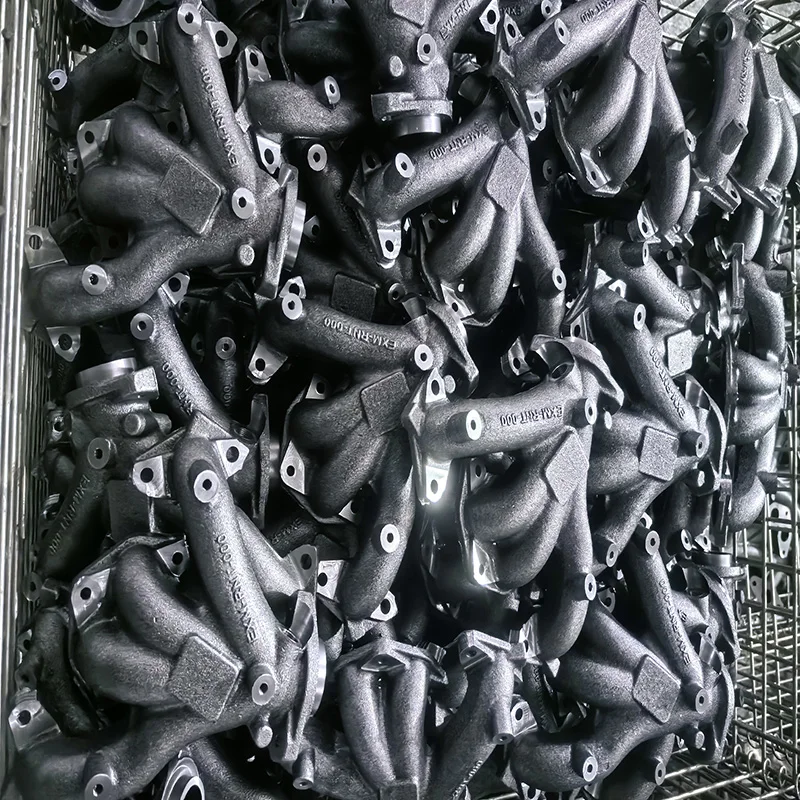
Чтобы стать мировым лидером в производстве выпускных коллекторов, компания Dandong Pengxin Machinery внедрила передовые производственные технологии, инновационные материалы, эффективный контроль качества и оптимизацию цепочек поставок. Ниже приведены ключевые стратегии для достижения этой цели. 1.Передовые технологии литья (1) Высокоточные литейные процессы Литейное производство с песчаными формами с покрытием из смолы (основные материалы — серый чугун и высокопрочный чугун) обеспечивает тонкостенные сложные геометрии с отличной отделкой поверхности (Ra 6,3–12,5 мкм). Идеально подходит для высокопроизводительных выпускных коллекторов с жесткими допусками.
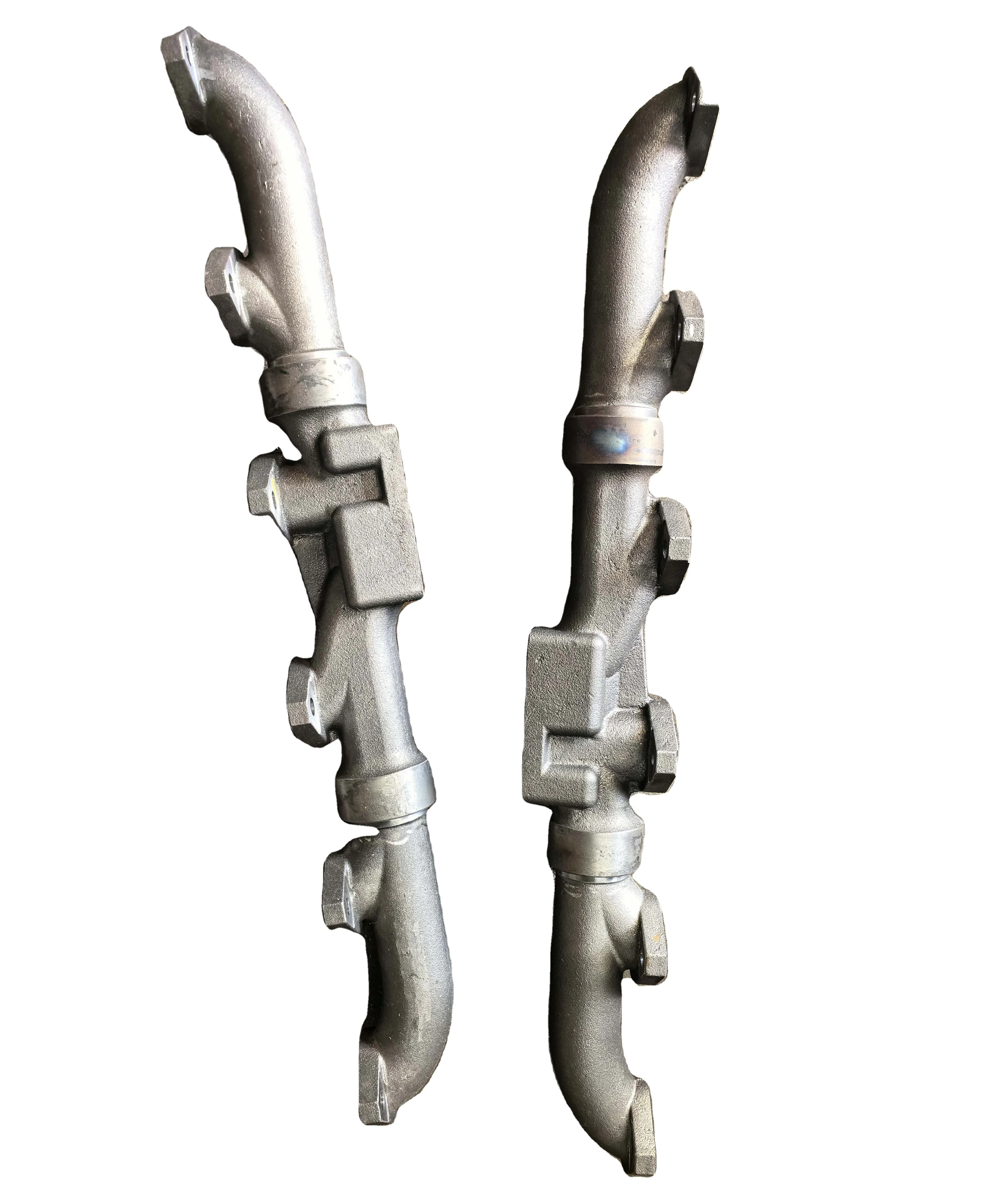
(2)Литье по выплавляемым моделям (Основные производственные материалы — нержавеющая сталь 316 и жаропрочная сталь)
Используется для изготовления фасадных корпусов турбин и выхлопных деталей для гоночных автомобилей, особенно для некоторых грузовиков в Соединенных Штатах.
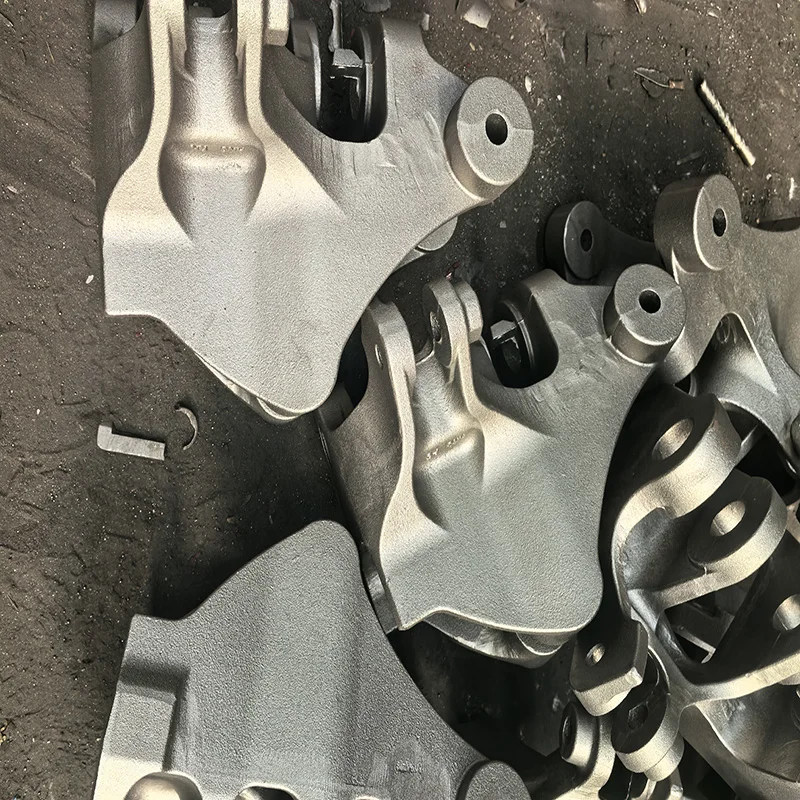
(3)Литье по гравитационной технологии для алюминиевых коллекторов
Легкие решения для выхлопных систем гибридных/электрических транспортных средств, Литье под действием силы тяжести является предпочтительным методом массового производства выпускных коллекторов, при котором плавят такие металлы, как чугун или алюминий, и заливают расплавленный материал в предварительно нагретые стальные формы исключительно под действием силы тяжести. Процесс естественным образом заполняет полости формы без внешнего давления, хотя в некоторых усовершенствованных вариантах может применяться минимальное дополнительное давление (0,2–0,5 бар) для сложных геометрических форм. Этот экономически эффективный метод позволяет получать детали с равномерной толщиной стенок 3–6 мм и гладкой поверхностью, обеспечивая превосходную металлургическую целостность и более высокую производительность по сравнению с литьем в песчаные формы, что делает его идеальным для прочных выхлопных систем, требующих стабильного качества при больших объемах производства.
2.Стандарты качества и сертификации ISO 9001/TS 16949 (IATF 16949) → Соответствие автомобильным стандартам качества. Проверка на герметичность и давлением → Гарантирует 100% газонепроницаемость коллекторов. Тесты на термоциклирование → Имитируют термическую усталость за 10+ лет эксплуатации. 3D-сканирование и проверка на КИМ → Подтверждают точность геометрических размеров (±0,1 мм).