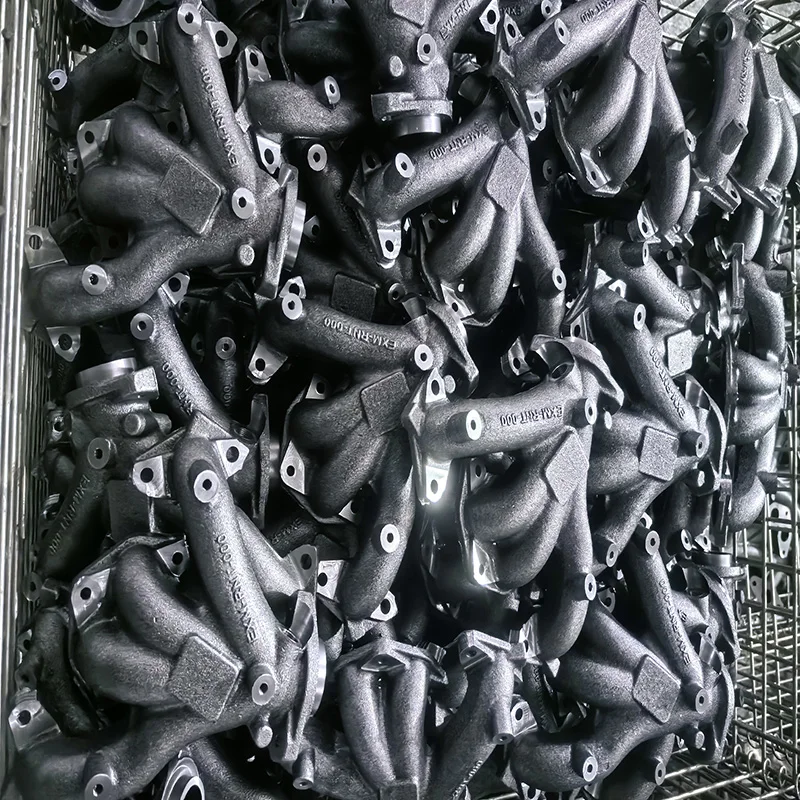
För att bli en världsomspännande ledare inom tillverkning av avgasgrenrör introducerade Dandong Pengxin Machinery avancerade tillverkningsteknologier, materialinnovation, kvalitetskontroll och effektivisering av leveranskedjan. Nedan följer de viktigaste strategierna för att uppnå detta mål. 1.Avancerade gjutningsteknologier (1) Högprecisionsgjutningsprocesser Hartsbelagd sandgjutning (huvudsakliga produktionsmaterial är grayjärn och segjärn) säkerställer tunnväggiga, komplexa geometrier med utmärkt ytfinish (Ra 6,3–12,5 μm). Idealisk för högpresterande avgasflänsar med strama toleranser.
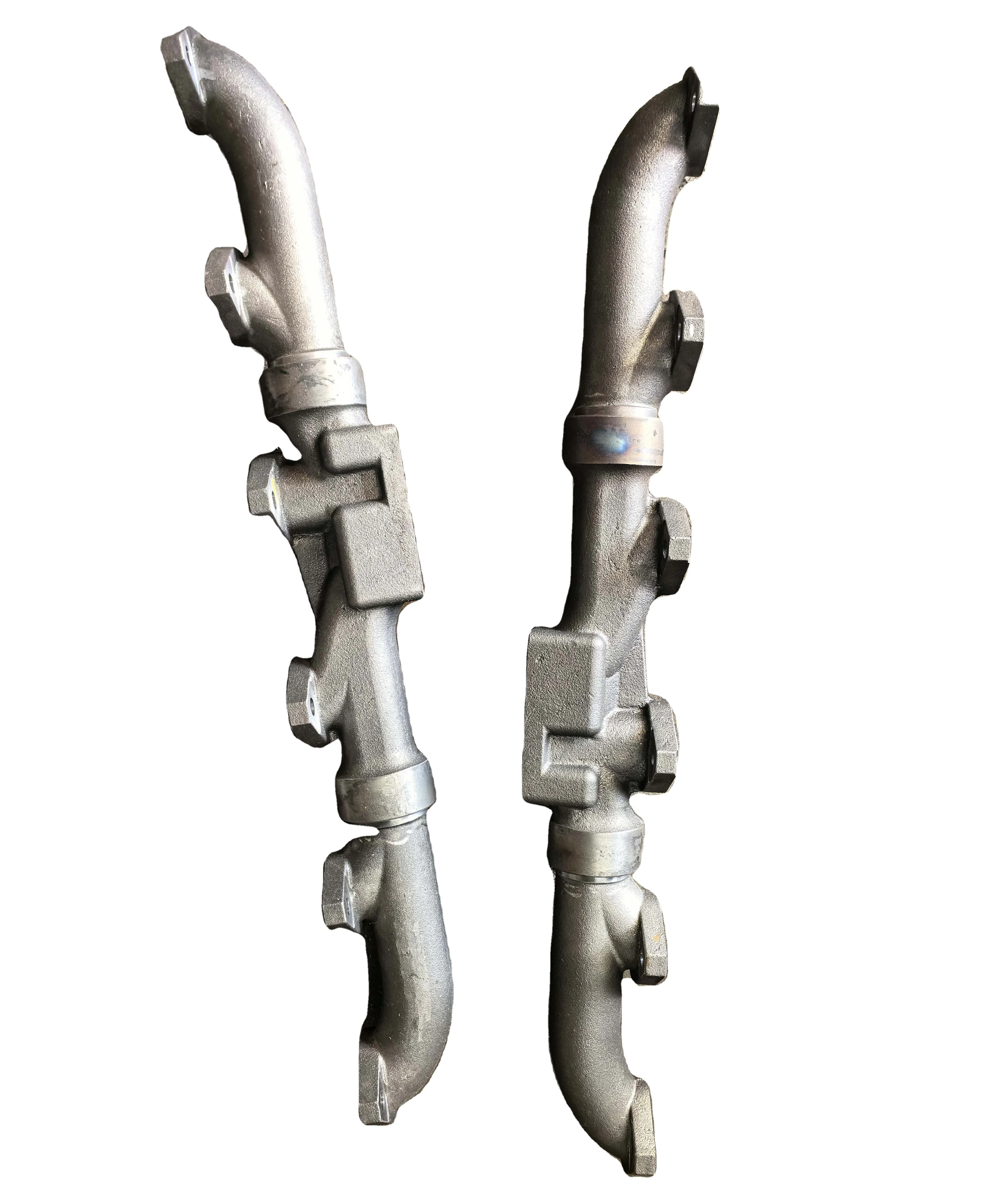
(2)Inverkningsskjutning (huvudsakliga produktionsmaterial är 316 rostfritt stål och värmebeständigt stål)
Används för premium turbinhus och racingspecifika avgaskomponenter, särskilt för vissa lastbilar i USA.
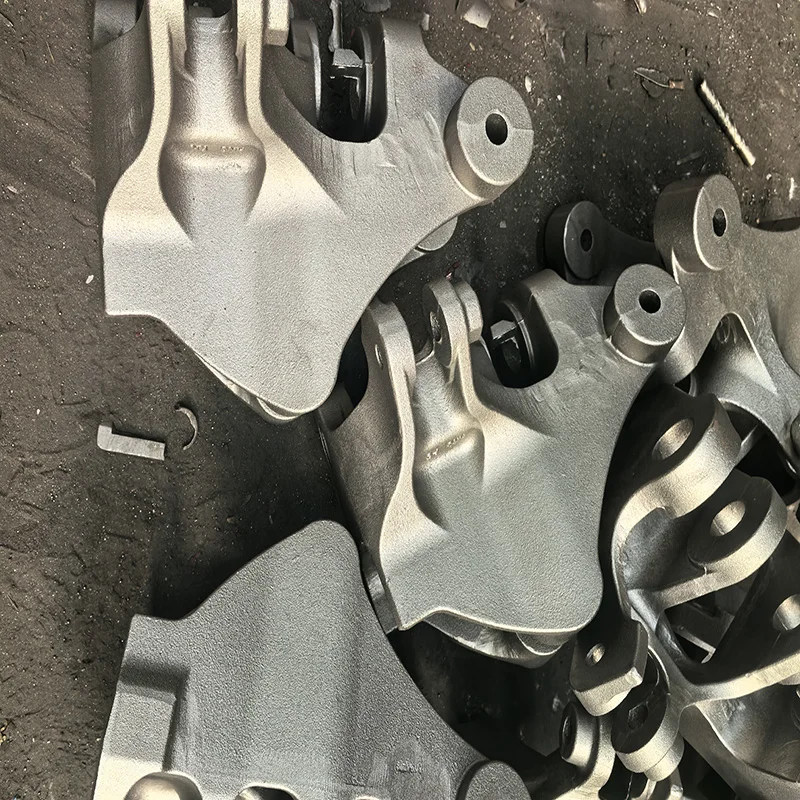
(3)Gjutning med gravitationsmetoden för aluminiuminsamlare
Lätta lösningar för avgassystem i hybrid-/elbilars fordon, Gravitationsgjutning är den föredragna metoden för massproduktion av avgasflänsar, vilket innebär att smälta metaller som gjutjärn eller aluminium och hälla det flytande materialet i förvärmda stålgjutformar enbart med hjälp av gravitationskraft. Processen fyller naturligt formhålrummen utan yttre tryck, även om vissa avancerade varianter kan använda ett minimalt extra tryck (0,2–0,5 bar) för komplexa geometrier. Denna kostnadseffektiva metod ger komponenter med enhetlig väggtjocklek på 3–6 mm och släta ytor, samt erbjuder bättre metallurgisk integritet och högre produktionshastigheter än sandgjutning, vilket gör den idealisk för slitstarka avgassystem som kräver konsekvent kvalitet i stora volymer.
2.Kvalitet & Certifieringsstandarder ISO 9001/TS 16949 (IATF 16949) → Fordonsrelaterad kvalitetsöverensstämmelse. Läckage- och trycktest → Säkerställer 100 % gastäta flänsar. Termiska cykeltester → Simulerar mer än 10 års termisk trötthet. 3D-scanning och CMM-inspektion → Bekräftar dimensionsmässig noggrannhet (±0,1 mm).