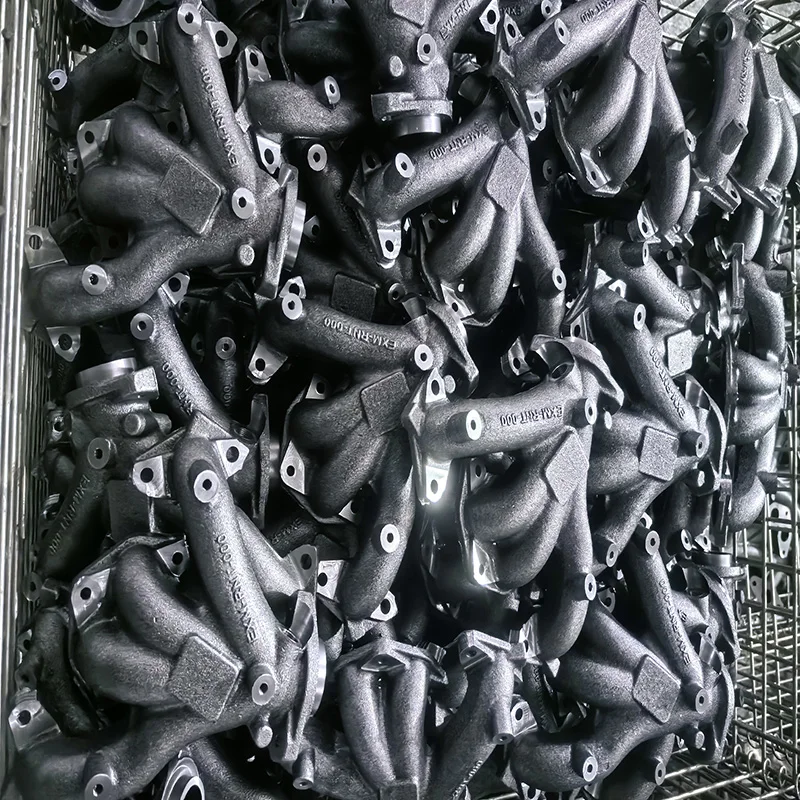
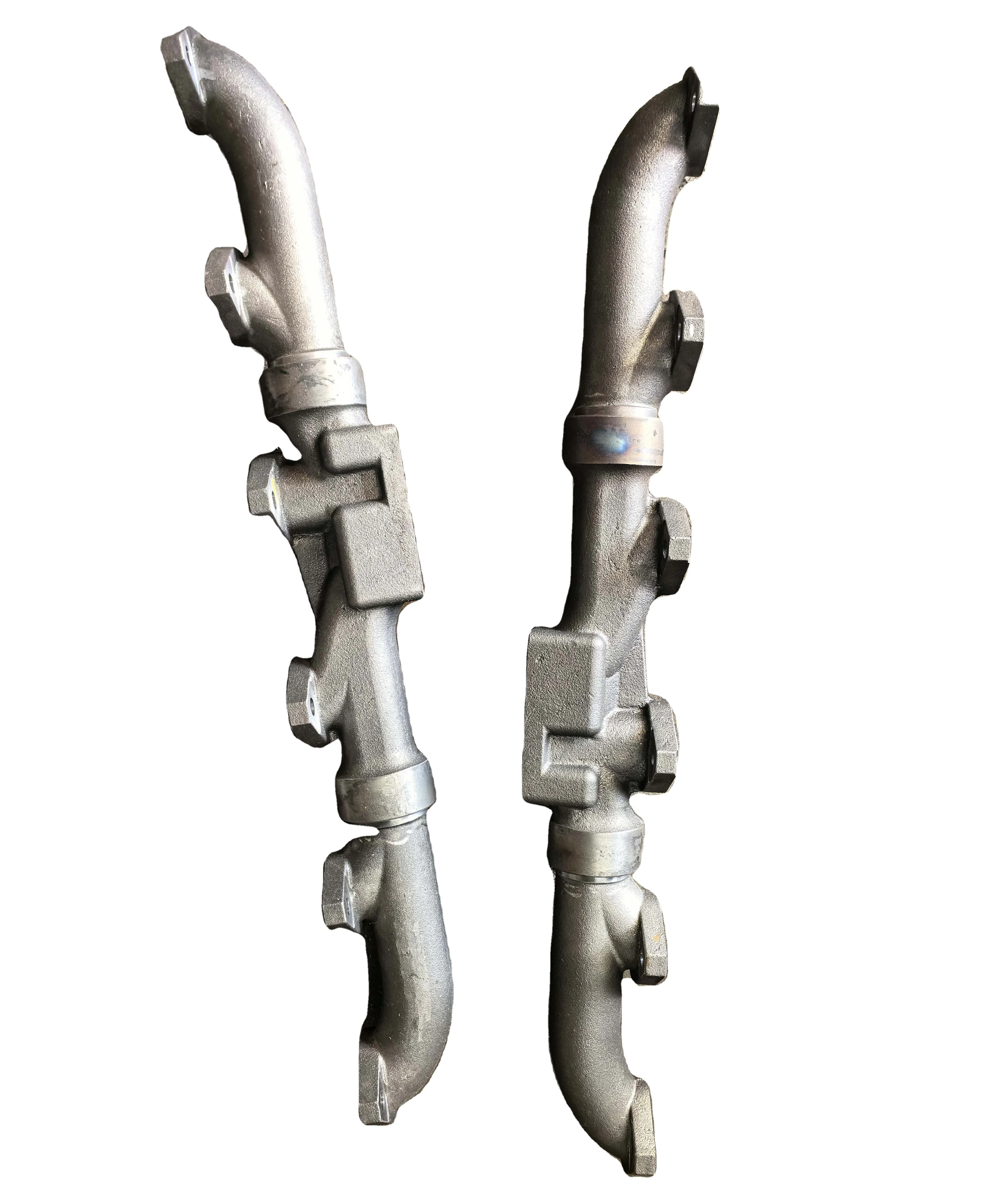
For at blive en globalt førende producent af udstyrsmanifolder introducerede Dandong Pengxin Machinery avancerede produktions-teknologier, materialle innovationer, kvalitetskontrol og forbedret leveringseffektivitet. Nedenfor er de vigtigste strategier til opnåelse af dette mål. 1.Avancerede støbningsteknologier (1) Højpræcisionsstøbningprocesser Harpiksbelagt formgods (hovedproduktionsmaterialer er gråt støbejern og sejt jern) sikrer tyndvæggede, komplekse geometrier med fremragende overfladeafslutning (Ra 6,3–12,5 μm). Ideel til højtydende udstødningsindsamlere med stramme tolerancer.
(2)Investment Casting (hovedproduktionsmaterialer er rustfrit stål 316 og varmebestandigt stål)
Anvendes til præmie-turbinehus og racings udstødningskomponenter, især til nogle lastbiler i USA.
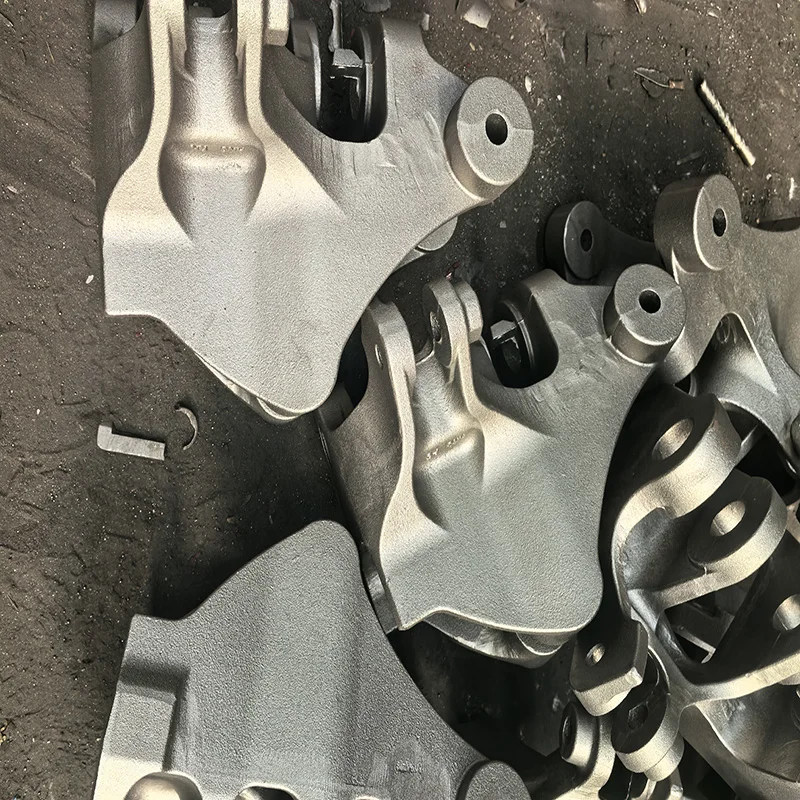
(3)Stribestøbning af aluminiumsindsugningsmanifolder
Lette løsninger til udstødningssystemer til hybrid/el-biler, Støbning ved tyngdekraft er den foretrukne metode til masseproduktion af udstødningsindsamlere, hvor metaller som støbejern eller aluminium smeltes og hældes i forvarmede stålskabeloner udelukkende ved hjælp af tyngdekraften. Processen fylder naturligt skabelonhulrummet uden ekstern trykpåvirkning, selvom nogle avancerede varianter kan anvende minimalt tillegstryk (0,2–0,5 bar) til komplekse geometrier. Denne omkostningseffektive metode resulterer i komponenter med ensartede vægtykkelser på 3–6 mm og glatte overflader, hvilket giver overlegen metallurgisk integritet og højere produktionshastigheder end sandstøbning, hvilket gør den ideel til holdbare udstødningssystemer, der kræver konsekvent kvalitet i store serier.
2.Kvalitet og certificeringsstandarder ISO 9001/TS 16949 (IATF 16949) → Automobil kvalitetsoverensstemmelse. Lek- og trykforsøg → Sikrer 100 % gastætte indsamler. Termisk cyklus-test → Simulerer mere end 10 års termisk udmattelse. 3D-scanning og CMM-inspektion → Bekræfter dimensionsmæssig nøjagtighed (±0,1 mm).