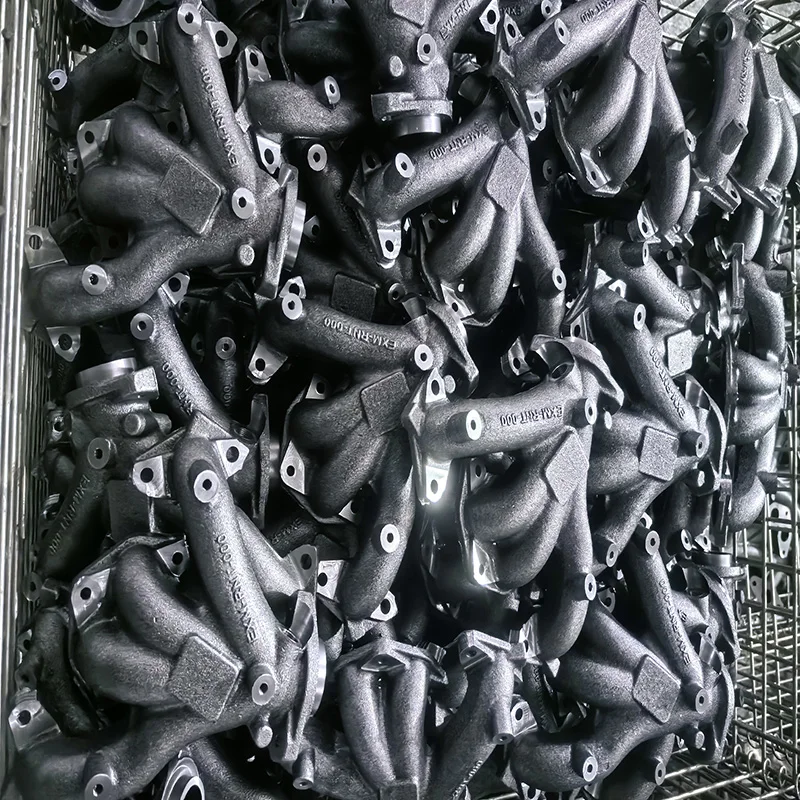
Untuk menjadi produsen exhaust manifold terkemuka di dunia, Dandong Pengxin Machinery memperkenalkan teknologi manufaktur canggih, inovasi material, kontrol kualitas, dan efisiensi rantai pasok. Berikut adalah strategi utama untuk mencapai tujuan tersebut. 1.Teknologi Pengecoran Canggih (1) Proses Pengecoran Presisi Tinggi Pengecoran Pasir Berlapis Resin (Bahan produksi utama adalah besi cor kelabu dan besi cor ulet) Memastikan dinding tipis, geometri kompleks dengan hasil akhir permukaan yang sangat baik (Ra 6.3–12.5 μm). Ideal untuk manifold knalpot berkinerja tinggi dengan toleransi ketat.
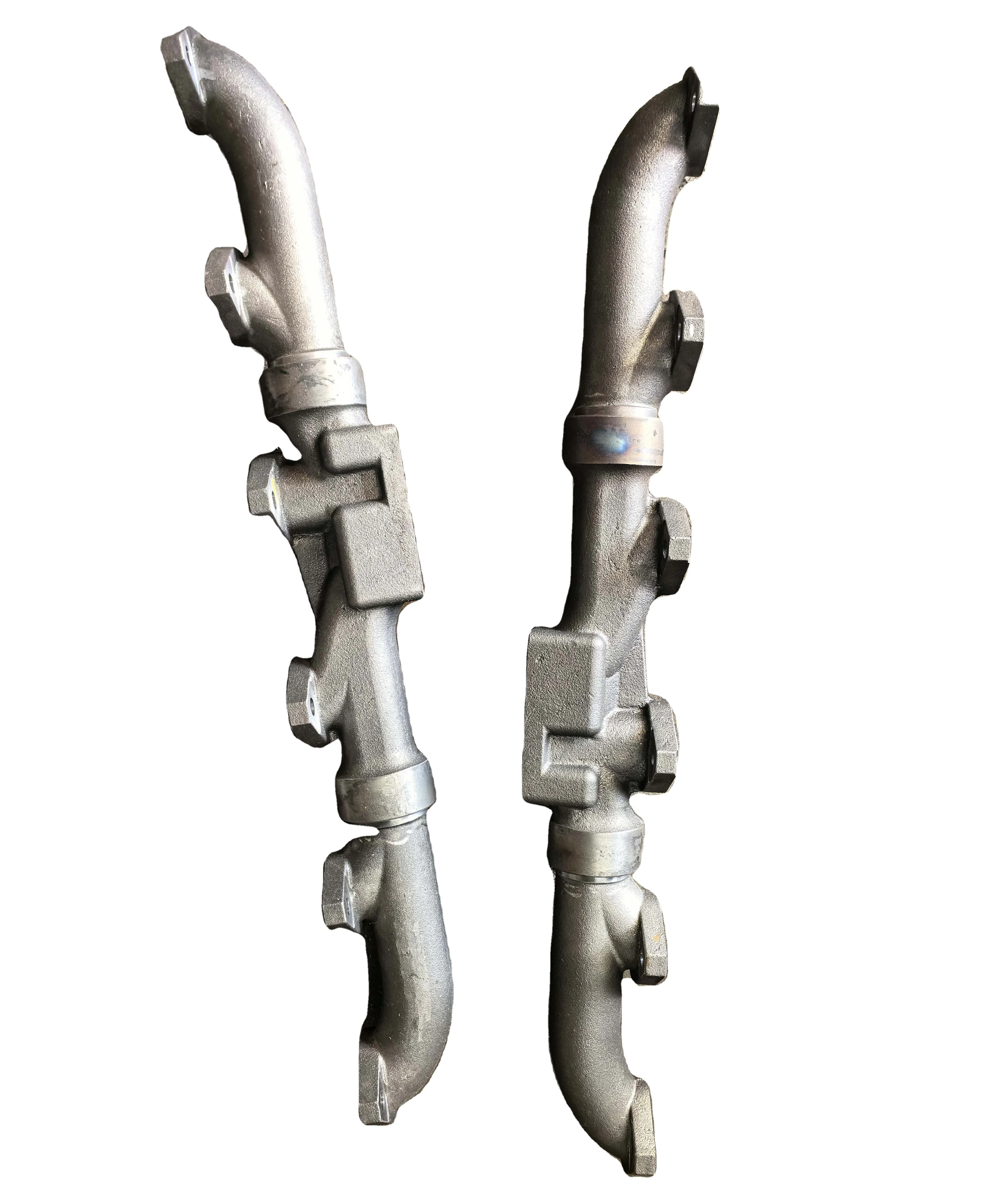
(2)Pengecoran Investasi (Bahan produksi utama adalah Baja Stainless 316 dan baja tahan panas)
Digunakan untuk rumah turbin kelas atas dan komponen knalpot balap, terutama untuk beberapa truk pengangkut di Amerika Serikat.
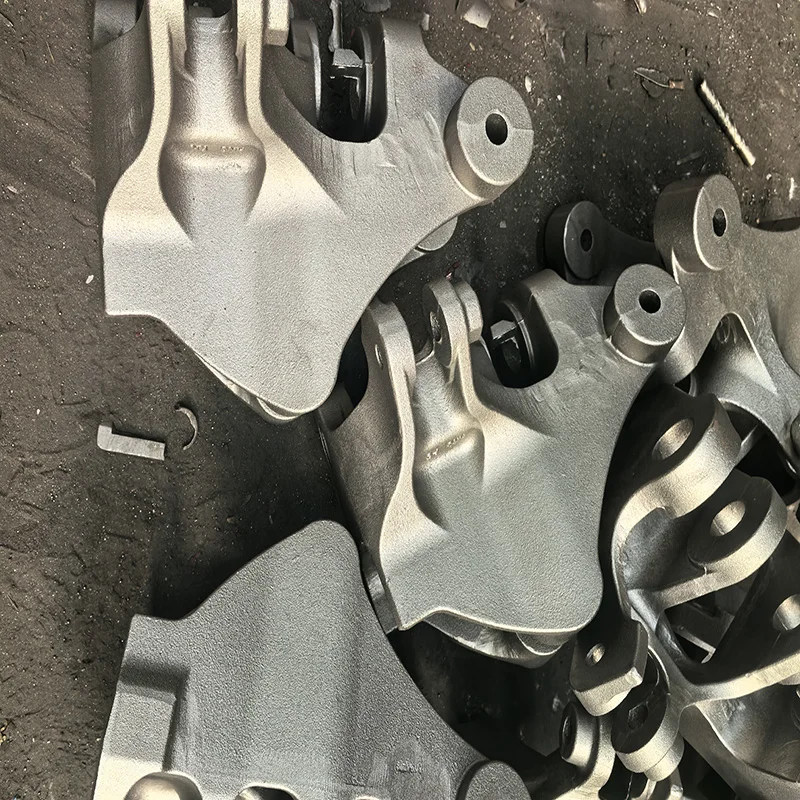
(3)Pengecoran Gravitasi untuk Manifold Aluminium
Solusi ringan untuk sistem knalpot kendaraan hibrida/listrik, Pengecoran gravitasi adalah metode yang dipilih untuk produksi massal manifold knalpot, yang melibatkan peleburan logam seperti besi cor atau aluminium dan menuangkan material cair ke dalam cetakan baja yang telah dipanaskan sebelumnya hanya dengan gaya gravitasi. Proses ini secara alami mengisi rongga cetakan tanpa tekanan eksternal, meskipun beberapa varian lanjutan mungkin menggunakan tekanan tambahan minimal (0,2-0,5 bar) untuk geometri yang kompleks. Metode yang hemat biaya ini menghasilkan komponen dengan ketebalan dinding seragam 3-6 mm dan permukaan halus, menawarkan integritas metalurgi yang unggul serta laju produksi yang lebih tinggi dibandingkan pengecoran pasir, menjadikannya ideal untuk sistem knalpot tahan lama yang membutuhkan kualitas konsisten dalam volume besar.
2.Standar Kualitas & Sertifikasi ISO 9001/TS 16949 (IATF 16949) → Kepatuhan kualitas otomotif. Pengujian Kebocoran & Tekanan → Memastikan manifold kedap gas 100%. Pengujian Siklus Termal → Mensimulasikan kelelahan termal selama 10+ tahun. Pemindaian 3D & Inspeksi CMM → Memverifikasi ketepatan dimensi (±0,1 mm).