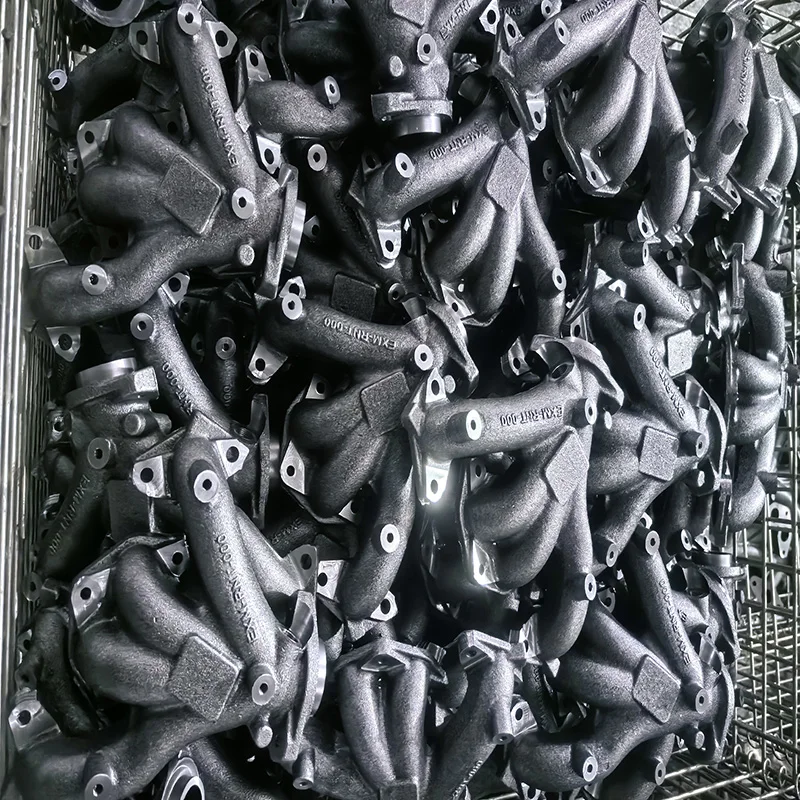
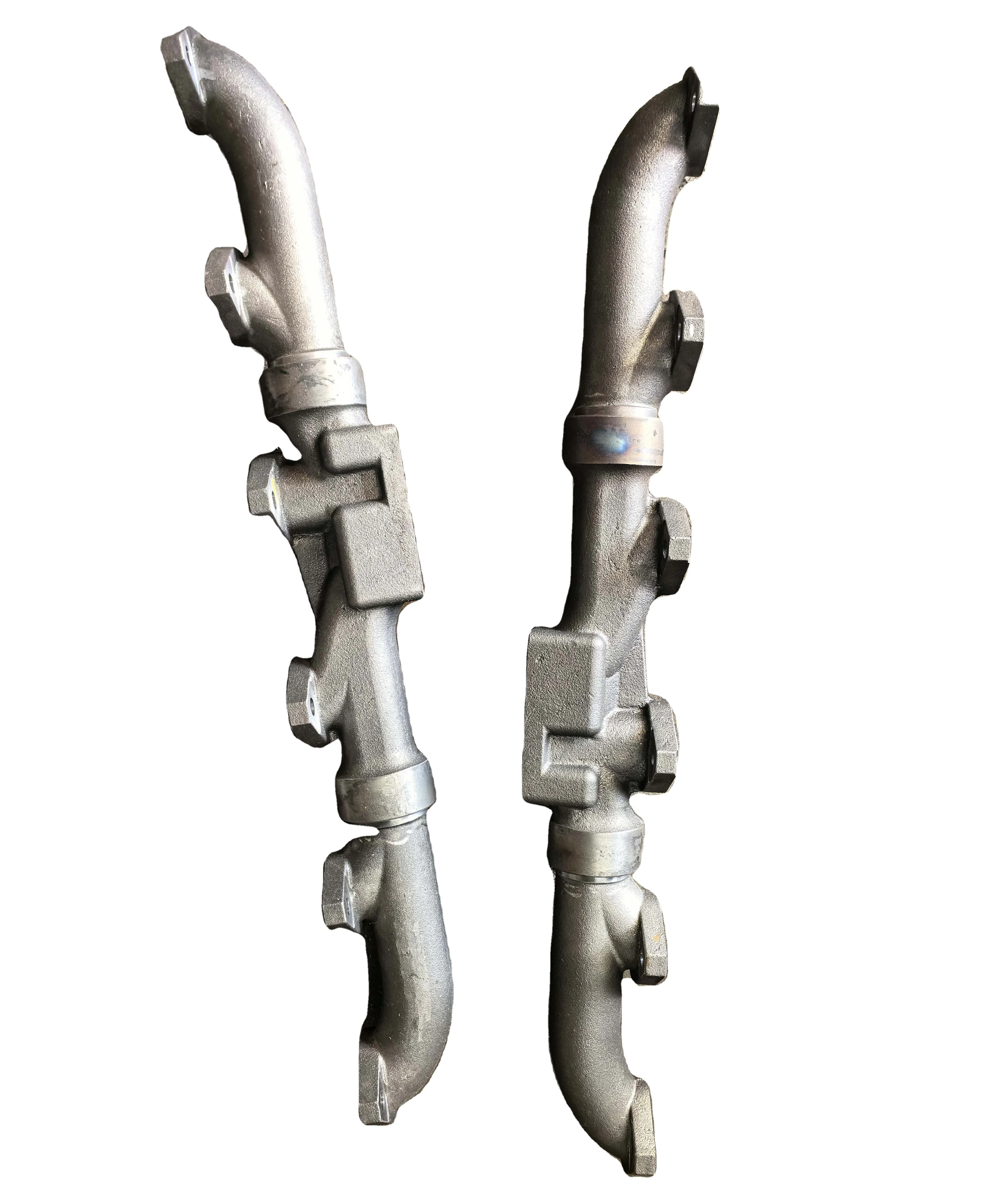
Pentru a deveni un producător mondial de colectoare de evacuare, Dandong Pengxin Machinery a introdus tehnologii avansate de producție, inovații privind materialele, controlul calității și eficiența lanțului de aprovizionare. Mai jos sunt prezentate strategiile cheie pentru atingerea acestui obiectiv. 1.Tehnologii avansate de turnare (1) Procese de turnare cu înaltă precizie Turnare cu nisip acoperit cu rășină (materialele principale sunt fonta cenușie și fonta ductilă) Asigură pereți subțiri și geometrii complexe, cu o finisare excelentă a suprafeței (Ra 6,3–12,5 μm). Ideal pentru colectoare de evacuare de înaltă performanță, cu toleranțe strânse.
(2)Fuziune Investițională (Materialele principale de producție sunt oțel inoxidabil 316 și oțel rezistent la căldură)
Utilizat pentru carcase de turbină premium și componente de evacuare pentru curse, în special pentru unele camioane de marfă din Statele Unite.
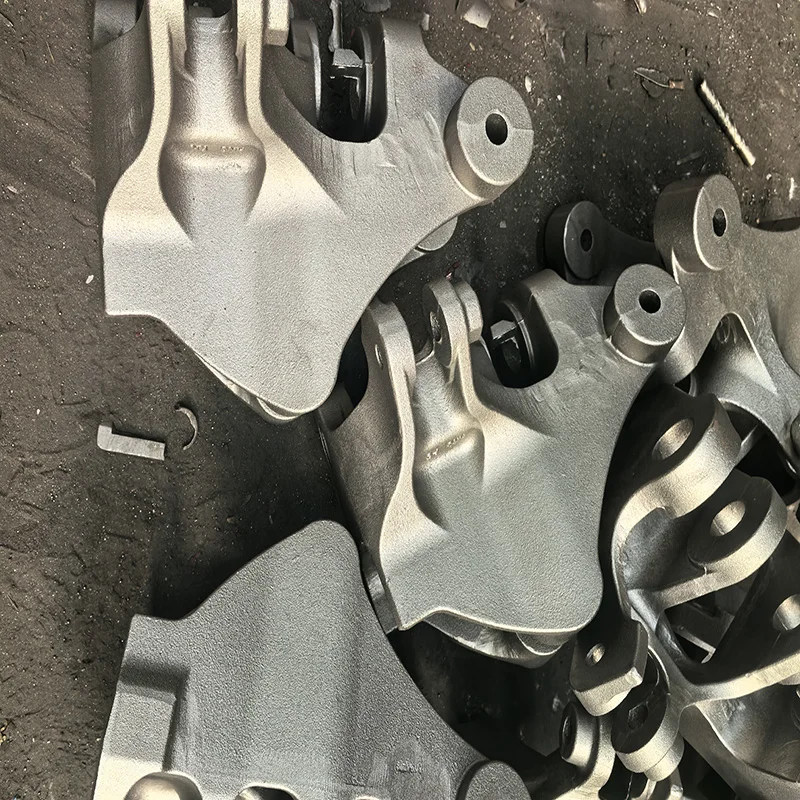
(3)Turnare prin Gravitație pentru Colectoare de Aluminiu
Soluții ușoare pentru sisteme de evacuare ale vehiculelor hibride/ electrice, Turnarea prin gravitație este metoda preferată pentru producerea în masă a colectoarelor de evacuare, implicând topirea unor metale precum fonta sau aluminiul și turnarea materialului topit în matrițe din oțel preîncălzite, exclusiv prin forța gravitațională. Procesul umple în mod natural cavitățile matriței fără presiune externă, deși unele variante avansate pot aplica o presiune suplimentară minimă (0,2-0,5 bar) pentru geometrii complexe. Această metodă rentabilă produce componente cu grosimi ale pereților uniforme de 3-6 mm și suprafețe netede, oferind o integritate metalurgică superioară și rate mai mari de producție decât turnarea în nisip, fiind ideală pentru sisteme de evacuare durabile care necesită o calitate constantă în volume mari.
2.Standarde de Calitate și Certificare ISO 9001/TS 16949 (IATF 16949) → Conformitate calitativă pentru industria auto. Teste de etanșeitate și presiune → Asigură colectoare complet etanșe la gaze. Teste de ciclare termică → Simulează 10+ ani de oboseală termică. Scanare 3D și inspecție CMM → Validează precizia dimensională (±0,1 mm).