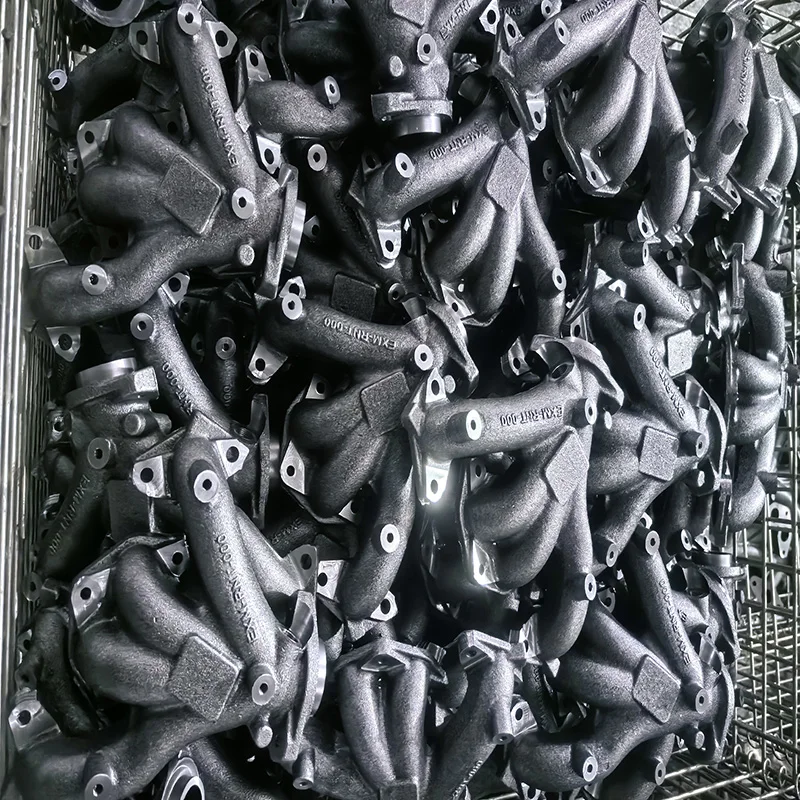
За да стане светски водечки производител на колектори за оддушување, Дандонг Пенгсин Машинери воведе напредни технологии за производство, иновации во материјали, контрола на квалитетот и ефикасност на синџирот на снабдување. Подолу се клучните стратегии за постигнување на овој цел. 1.Напредни техники за леање (1) Високопрецизни процеси на лење Леење со смола-покриени пешчани форми (Главни материјали за производство се сив леан железо и кален леан железо) Овозможува тенки ѕидови, комплексни геометрии со одлична површинска обработка (Ra 6.3–12.5 μm). Идеално за високоперформансни колектори за отпадни гасови со строги допустими отстапувања.
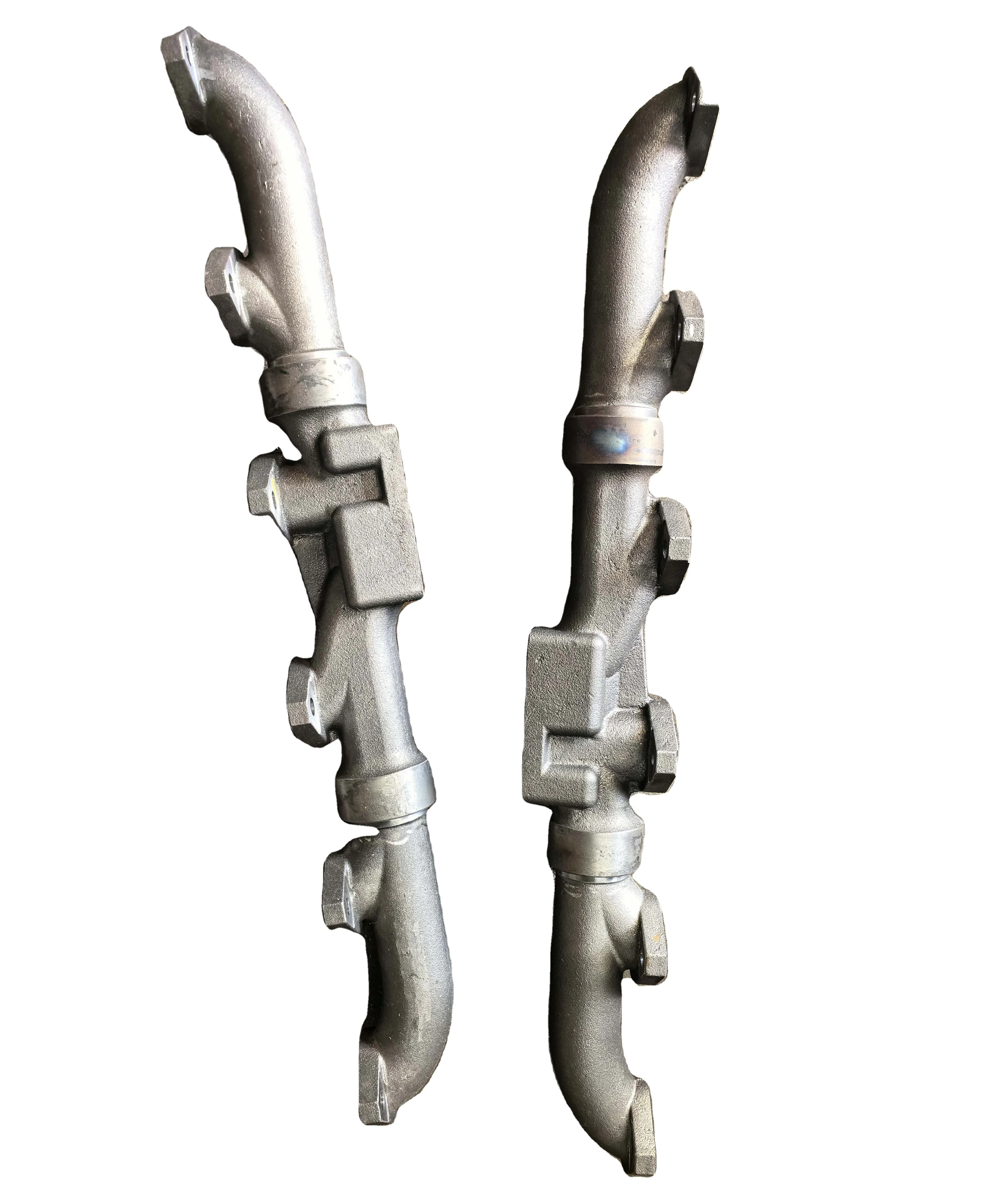
(2)Прецизно леење (Главни материјали за производство се нерѓосувачки челик 316 и топлинско отпорен челик)
Се користи за премиум куќишта на турбини и делови за издувни системи за тркање, особено за некои товарни возила во САД.
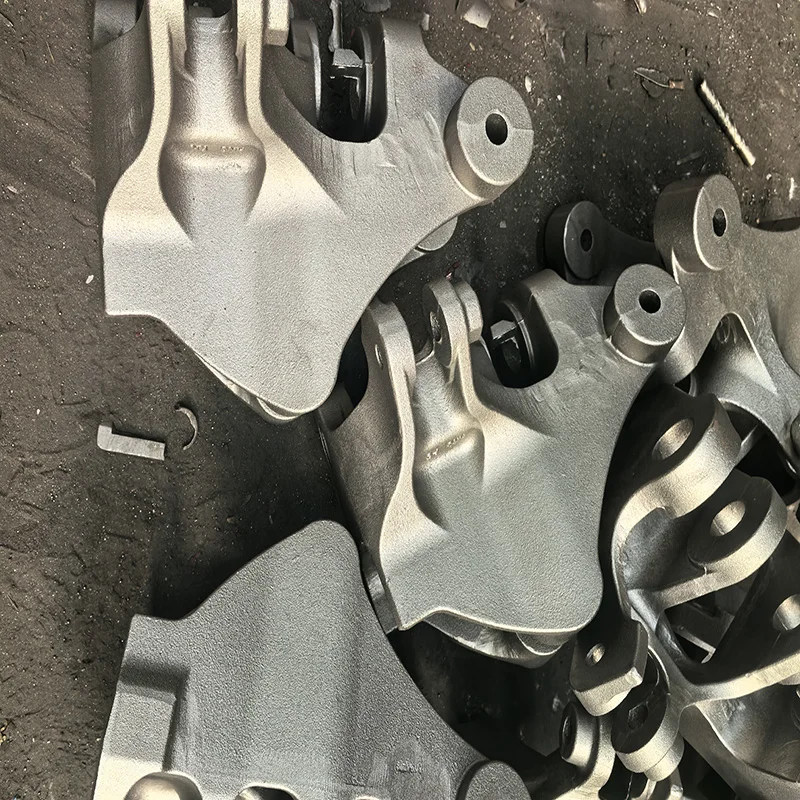
(3)Леање со тежина за алуминиумски колектори
Лаги решенија за издувни системи кај хибридни/електрични возила, Леарето со гравитација е претпочитан метод за масовна производство на издувни колектори, при што се топат метали како леано жeleзо или алуминиум и растопената маса се лее во претоплени челични форми исклучиво со сила на гравитација. Процесот природно ги пополнува шуплините во формата без надворешен притисок, иако некои напредни варијанти можат да применат минимален дополнителен притисок (0,2-0,5 бар) за комплексни геометрии. Овој ценовно ефективен метод дава делови со униформна дебелина на ѕидовите од 3-6 мм и глатки површини, обезбедувајќи подобра металуршка целина и поголеми стапки на производство во споредба со леарење во песок, што го прави идеален за постојани издувни системи кои бараат постојано квалитетно производство во големи количини.
2.Квалитет и стандарди за сертификација ISO 9001/TS 16949 (IATF 16949) → Соодветност на квалитетот за автомобилска индустрија. Тестирање на цврстост и притисок → Осигурува 100% гасно цврсти колектори. Тестови за термално циклирање → Симулираат 10+ години термална замор. 3D скенирање и CMM инспекција → Потврдуваат димензионална точност (±0,1 мм).