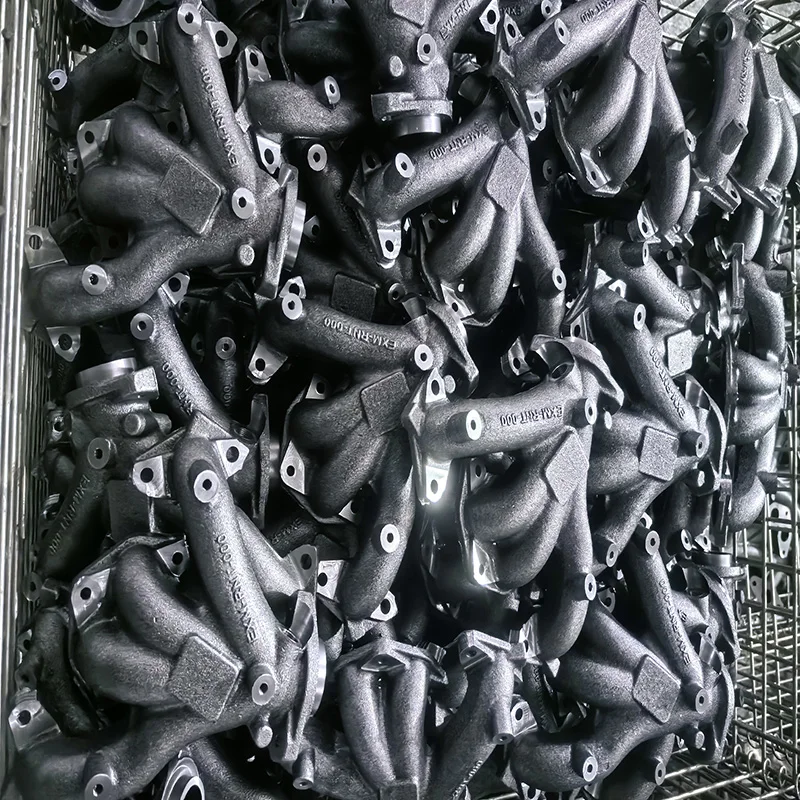
Щоб стати світовим лідером у виробництві впускних колекторів, компанія Dandong Pengxin Machinery впровадила передові технології виробництва, інноваційні матеріали, контроль якості та ефективність ланцюга поставок. Нижче наведено ключові стратегії досягнення цієї мети. 1.Передові технології лиття (1) Високоточні литтєві процеси Ливарна форма з піском, покритим смолою (основні матеріали виробництва — сірий чавун і ковкий чавун), що забезпечує тонкостінні складні геометрії з відмінною якістю поверхні (Ra 6,3–12,5 мкм). Ідеально підходить для високоефективних випускних колекторів із жорсткими допусками.
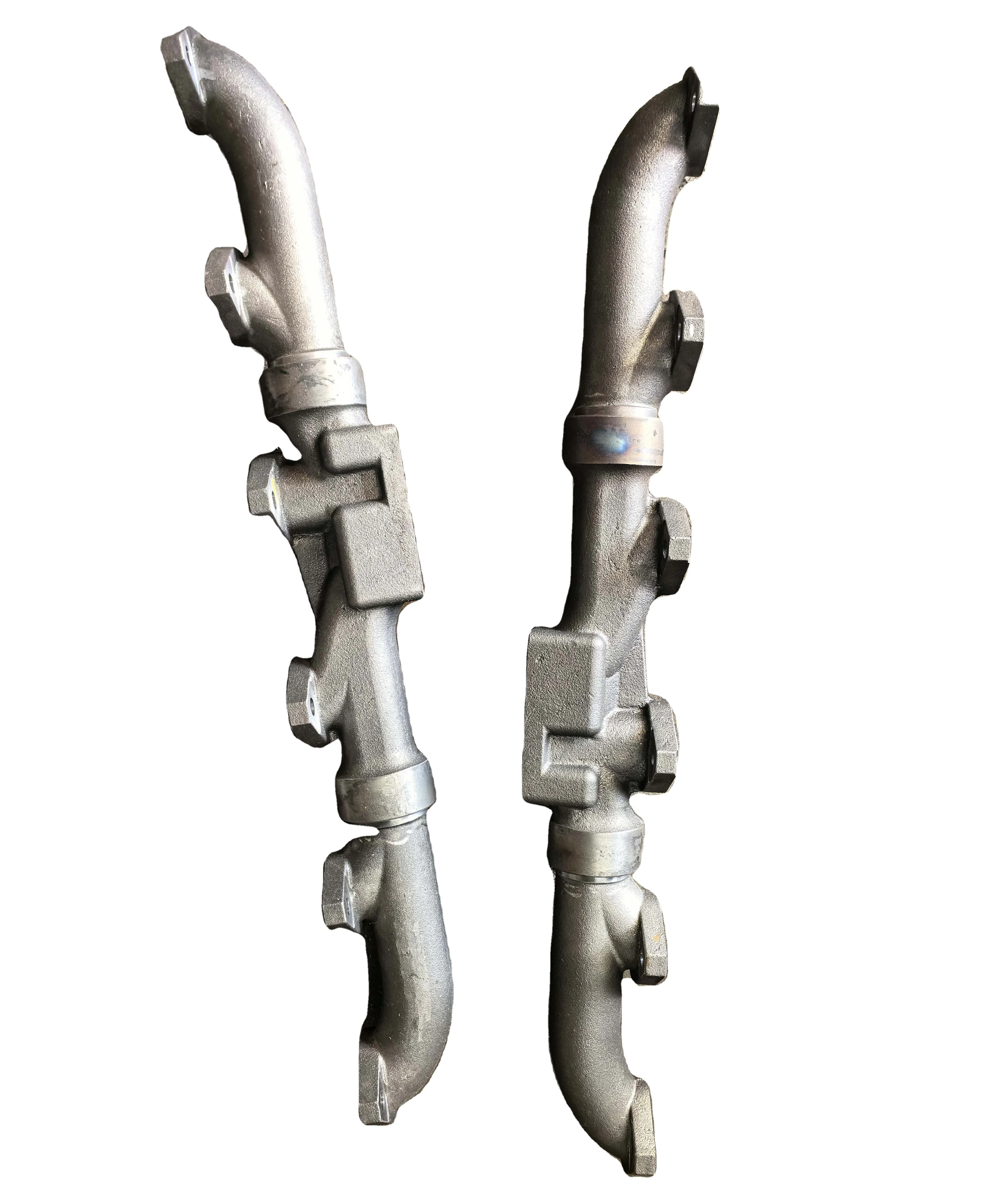
(2)Інвестиційний листок (Основні матеріали виробництва — нержавіюча сталь 316 та жароміцна сталь)
Використовується для виготовлення високоякісних корпусів турбін і деталей вихлопних систем для гоночних автомобілів, особливо для деяких вантажівок у Сполучених Штатах.
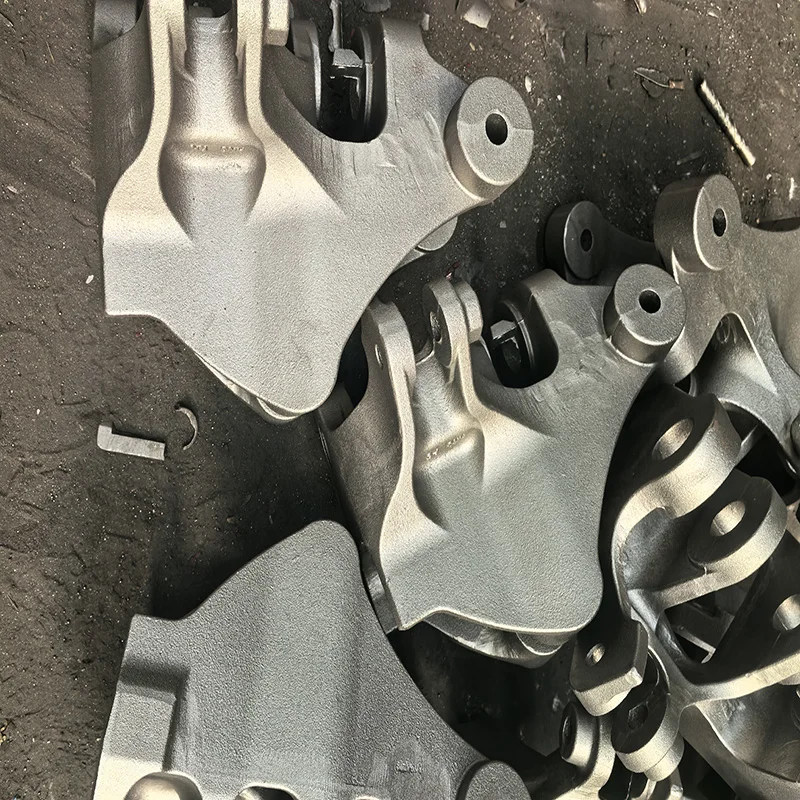
(3)Гравітаційне лиття алюмінієвих колекторів
Рішення зі зниженою вагою для вихлопних систем гібридних/електричних транспортних засобів, Ливарство під дією гравітації — це найулюбленіший метод масового виробництва випускних колекторів, який полягає у розплавленні металів, таких як чавун або алюміній, та заливанні розплавленого матеріалу в попередньо нагріті сталеві форми виключно під дією сили тяжіння. Процес природним чином заповнює порожнини форми без зовнішнього тиску, хоча деякі просунуті варіанти можуть застосовувати мінімальний додатковий тиск (0,2–0,5 бар) для складних геометрій. Цей економічний метод забезпечує деталі з рівномірною товщиною стінок 3–6 мм і гладкою поверхнею, пропонуючи кращу металургійну цілісність і вищу продуктивність у порівнянні з піщаним литтям, що робить його ідеальним для довговічних вихлопних систем, які потребують постійної якості у великих обсягах.
2.Стандарти якості та сертифікації ISO 9001/TS 16949 (IATF 16949) → Відповідність автомобільному стандарту якості. Тестування на герметичність та тиск → Забезпечує 100% герметичність колекторів. Тестування термічним циклуванням → Моделювання термічної втоми понад 10 років. 3D-сканування та перевірка КВМ → Підтвердження точності розмірів (±0,1 мм).