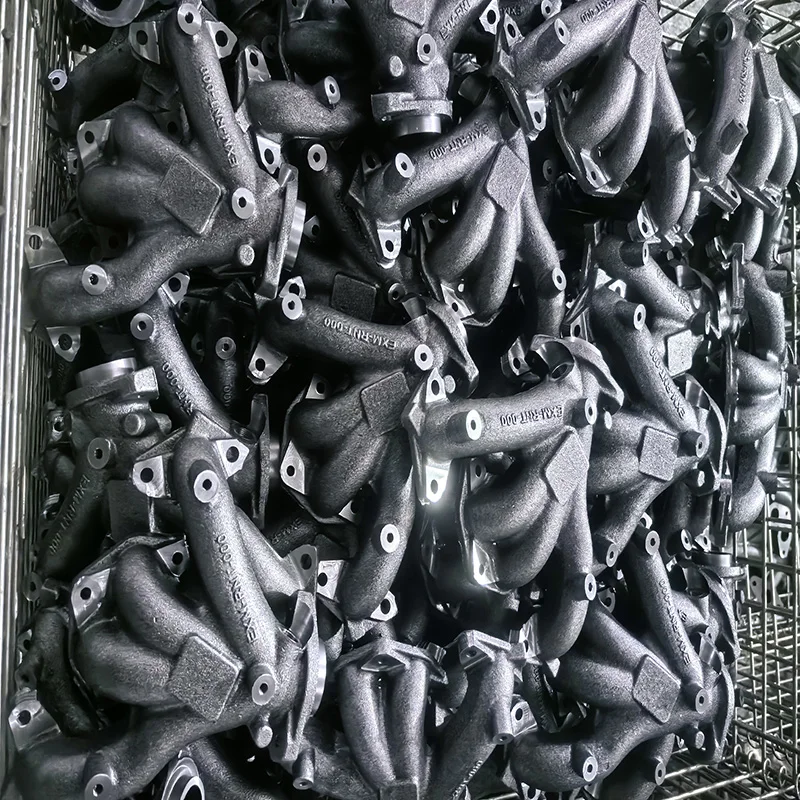
Dünya çapında önde gelen egzoz manifoldu üreticisi olmak için Dandong Pengxin Machinery, ileri imalat teknolojilerini, malzeme inovasyonunu, kalite kontrolü ve tedarik zinciri verimliliğini uygulamaya koydu. Aşağıda bu hedefe ulaşmak için uygulanan temel stratejiler yer almaktadır. 1.İleri Döküm Teknolojileri (1) Yüksek Hassasiyetli Döküm Süreçleri Reçine Kaplı Kum Döküm (Ana üretim malzemeleri gri dökme demir ve sfero dökme demirdir) İnce duvarlı, karmaşık geometrileri mükemmel yüzey kalitesiyle (Ra 6.3–12.5 μm) sağlar. Sıkı toleranslara sahip yüksek performanslı egzoz manifoltları için idealdir.
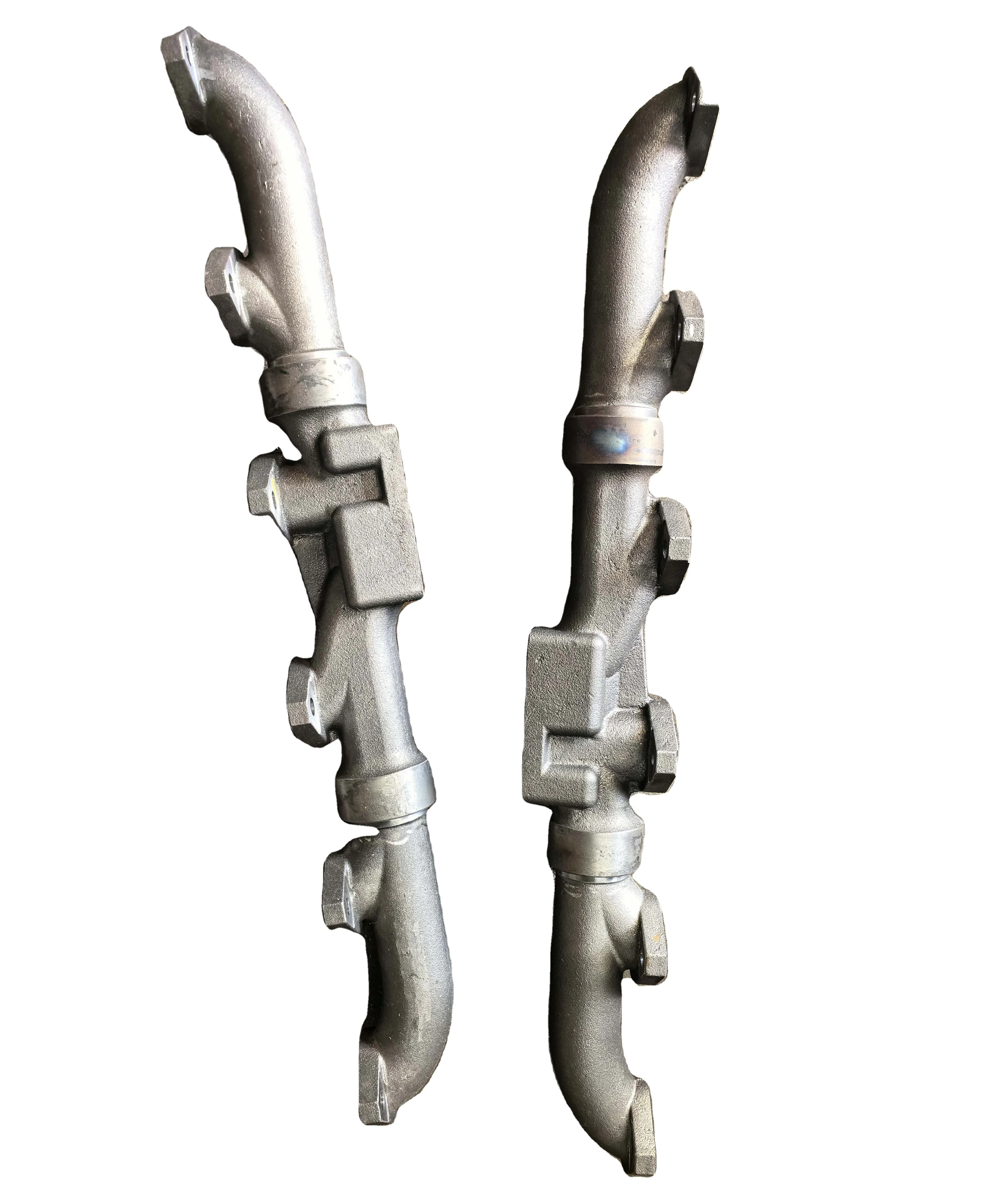
(2)Yatırım Dökümü (Ana üretim malzemeleri 316 Paslanmaz Çelik ve ısıya dayanıklı çeliktir)
Özellikle Amerika Birleşik Devletleri'ndeki bazı kargo kamyonlarında kullanılan premium türbin gövdeleri ve yarış egzoz bileşenleri için kullanılır.
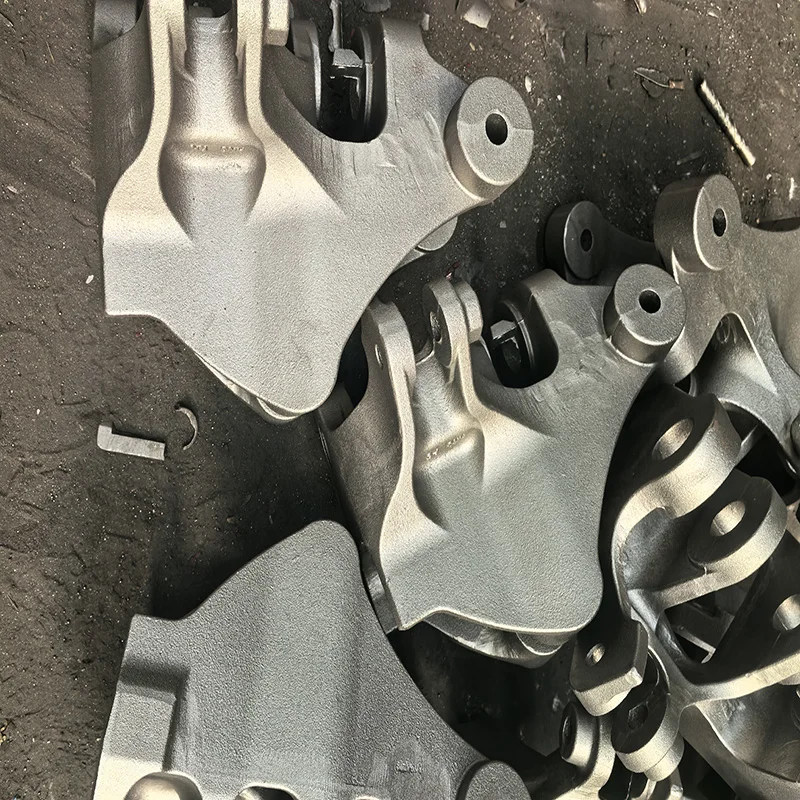
(3)Alüminyum Manifoldlar için Yerçekimiyle Döküm
Hibrit/elektrikli araç egzoz sistemleri için hafif çözümler, Döküm demir veya alüminyum gibi metallerin eritilerek sadece yerçekimi kuvvetiyle önceden ısıtılmış çelik kalıplara dökülmesini içeren gravite döküm, egzoz manifoldlarının seri üretiminde tercih edilen yöntemdir. Bu süreç, harici basınç uygulamadan doğal olarak kalıp boşluklarını doldurur; ancak bazı gelişmiş versiyonlarda karmaşık geometriler için minimum düzeyde (0,2-0,5 bar) ek basınç uygulanabilir. Bu maliyet açısından verimli yöntem, 3-6 mm düzgün duvar kalınlıklarına ve pürüzsüz yüzeylere sahip bileşenler üretir ve kum döküme göre üstün metalürjik bütünlük ile daha yüksek üretim hızları sunar. Bu nedenle, büyük miktarlarda sürekli kalite gerektiren dayanıklı egzoz sistemleri için idealdir.
2.Kalite ve Sertifikasyon Standartları ISO 9001/TS 16949 (IATF 16949) → Otomotiv kalite uygunluğu. Sızdırmazlık ve Basınç Testi → Tüm manifoldların gaz geçirmeyen şekilde olmasını sağlar. Termal Döngü Testleri → 10+ yıllık termal yorulmayı simüle eder. 3D Tarama ve CMM Kontrolü → Boyutsal doğruluğu doğrular (±0,1 mm).