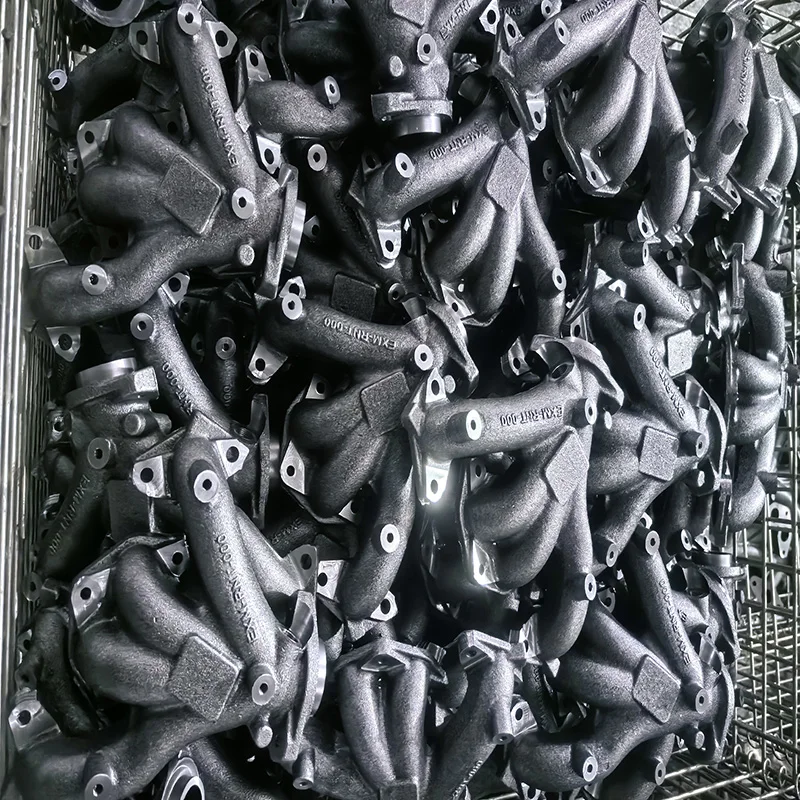
Tavoitteenaan maailmanlaajuisesti johtava pakokaasuputkien valmistaja, Dandong Pengxin Machinery toi käyttöön edistyneitä valmistusteknologioita, materiaalien innovaatioita, laadunvalvontaa ja toimitusketjun tehokkuutta. Seuraavassa ovat keskeiset strategiat tämän tavoitteen saavuttamiseksi. 1.Edistynyt valutekniikka (1) Korkean tarkkuuden valuprosessit Harjatumpisinkutu (Pääasialliset valmistusmateriaalit ovat valurauta ja taottu valurauta) Mahdollistaa ohutseinämäiset, monimutkaiset geometriat erinomaisella pintalaadulla (Ra 6,3–12,5 μm). Ihanteellinen suorituskykyisille pakoputkien keräimille tiukilla toleransseilla.
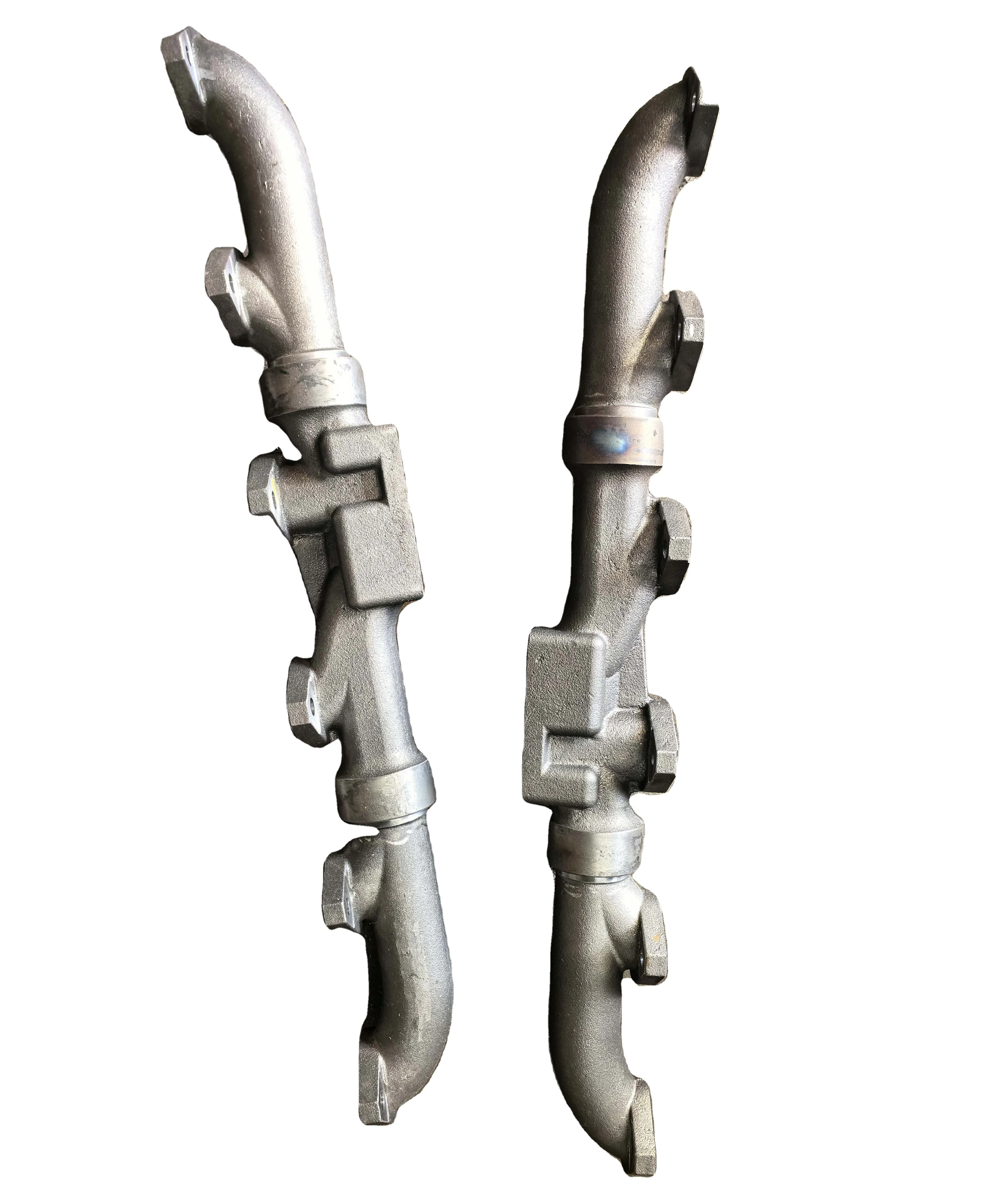
(2)Sijoitusvalu (Pääasialliset valmistusmateriaalit ovat 316 -ruostumaton teräs ja lämpövastus teräs)
Käytetään premium-tasoisissa turbiinikoteloissa ja kilpa-ajojen pakosarjan komponenteissa, erityisesti joissain Yhdysvaltojen tavaraliikenteen kuorma-autoissa.
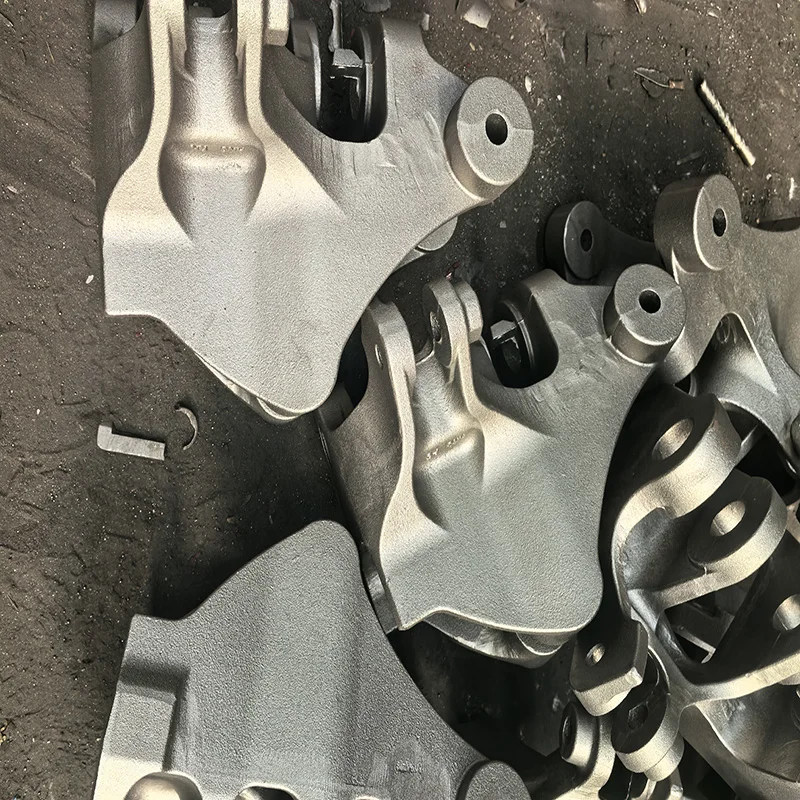
(3)Alumiinimäntäpäästöjen painevalu
Kevyet ratkaisut hybridipolttoaine-/sähköautojen pakoputkiratkaisuihin, Painovalu on suosituin menetelmä pakoputkien sarjatuotantoon, jossa sulatetaan valurautaa tai alumiinia ja kaadetaan sulanut materiaali esilämmitettyihin teräsmuotteihin ainoastaan painovoiman avulla. Prosessi täyttää muottikaviteetit luonnollisesti ilman ulkoista painetta, vaikka joissain edistetyissä versioissa voidaan käyttää vähimmäispaineen (0,2–0,5 bar) lisäystä monimutkaisia geometrioita varten. Tämä kustannustehokas menetelmä tuottaa komponentteja, joilla on tasainen 3–6 mm:n seinämäpaksuus ja sileät pinnat, tarjoaa paremman metallurgisen eheyden ja korkeammat tuotantonopeudet verrattuna hiekkavaluun, mikä tekee siitä ihanteellisen kestäviin pakojärjestelmiin, joissa vaaditaan johdonmukaista laatua suurissa määrissä.
2.Laatu- ja sertifiointistandardit ISO 9001/TS 16949 (IATF 16949) → Autoteollisuuden laatumääräykset. Vuotopaineenkoe → Takuu 100 % tiiviistä putkistosta. Lämpövaihtelukokeet → Simuloi yli 10 vuoden lämpöväsymystä. 3D-skannaus ja CMM-tarkastus → Vahvistaa mitallisen tarkkuuden (±0,1 mm).