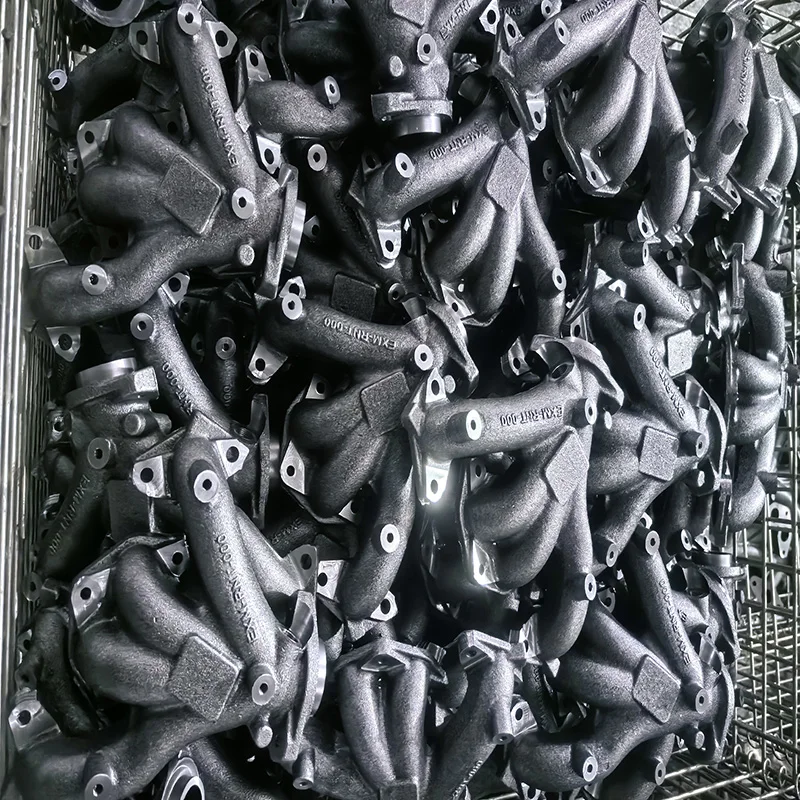
For at blive en globalt førende producent af udstyrsmanifolder har Dandong Pengxin Machinery introduceret avancerede produktions-teknologier, materialle innovationer, kvalitetskontrol og forbedret leveringseffektivitet. Nedenfor er de vigtigste strategier for at opnå dette mål. 1.Avanserte støpeteknologier (1) Högprecisionsgjutningsprocesser Harpet sandstøping (hovedproduksjonsmaterialer er grå støpejern og seigt jern) sikrer tynne veger og komplekse geometrier med utmerket overflatekvalitet (Ra 6,3–12,5 μm). Ideell for høytytende eksosrør med stramme toleranser.
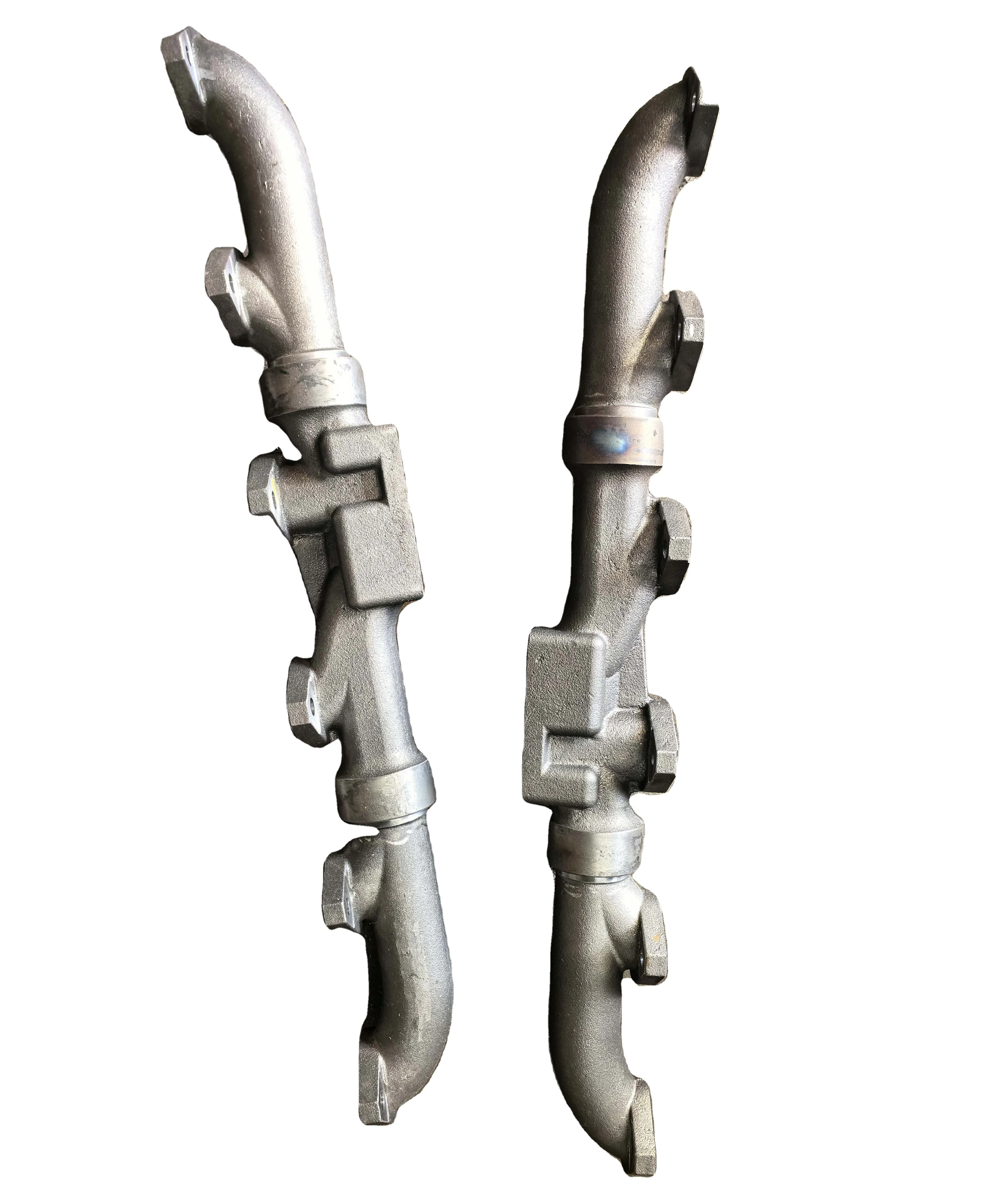
(2)Investeringsgjutning (hovedproduksjonsmaterialer er rustfritt stål 316 og varmebestandig stål)
Brukt til premium turbinhus og racings-eksoskomponenter, spesielt for noen lastebiler i USA.
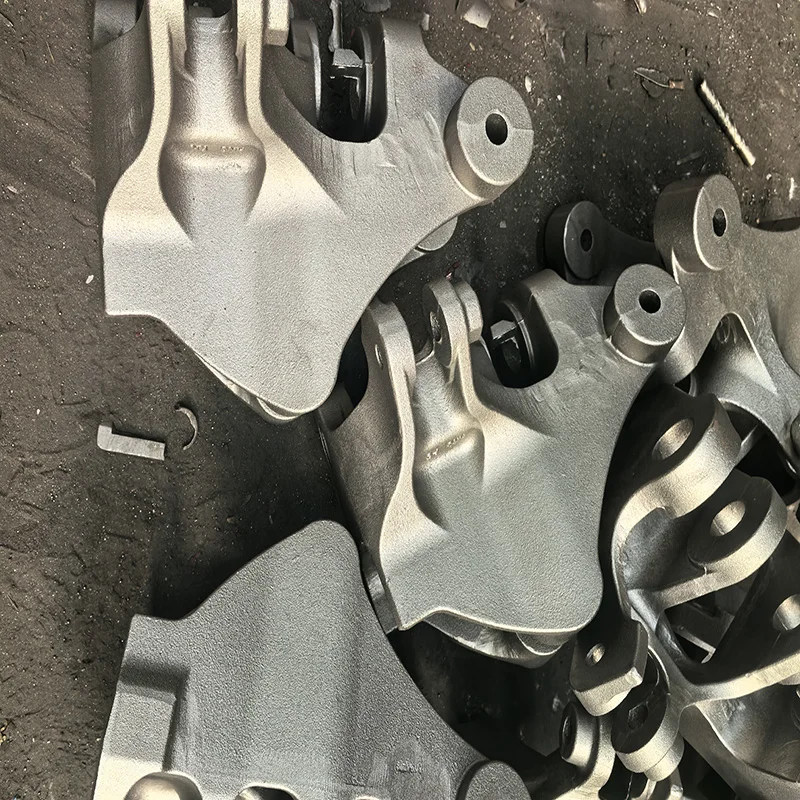
(3)Gravitasjonsstøping for aluminiumsoppdelere
Lette løsninger for eksossystemer i hybrid-/elbiler, Gravitasjonsstøping er den foretrukne metoden for massproduksjon av eksosmanifolder, og innebærer smelting av metaller som støpejern eller aluminium og heller det flytende materialet i forvarmede stålmaler ved hjelp av ren tyngdekraft. Prosessen fyller naturlig formhulrom uten ekstern trykkpåvirkning, selv om noen avanserte varianter kan bruke minimalt tilleggstrykk (0,2–0,5 bar) for komplekse geometrier. Denne kostnadseffektive metoden gir komponenter med jevne veggtykkelser på 3–6 mm og glatte overflater, og tilbyr bedre metallurgisk integritet og høyere produksjonshastigheter enn sandstøping, noe som gjør den ideell for holdbare eksossystemer som krever konsekvent kvalitet i store serier.
2.Kvalitet og sertifiseringsstandarder ISO 9001/TS 16949 (IATF 16949) → Automobil kvalitetskonformitet. Lekkasjetest og trykktest → Sikrer 100 % gassette manifolder. Termisk syklus-testing → Simulerer 10+ år med termisk utmattelse. 3D-skanning og CMM-inspeksjon → Bekrefter dimensjonal nøyaktighet (±0,1 mm).