For fleet managers and service technicians maintaining premium European trucks, drivetrain reliability is paramount for operational efficiency. Our High-Quality Flywheel, engineered specifically for SCANIA and VOLVO heavy-duty vehicles, delivers OEM-equivalent performance and durability. Manufactured to meet rigorous European engineering standards, this product ensures reliable engine starting, seamless power transfer, and extended service life under the most demanding long-haul and distribution cycle conditions.
Premium Material Engineering
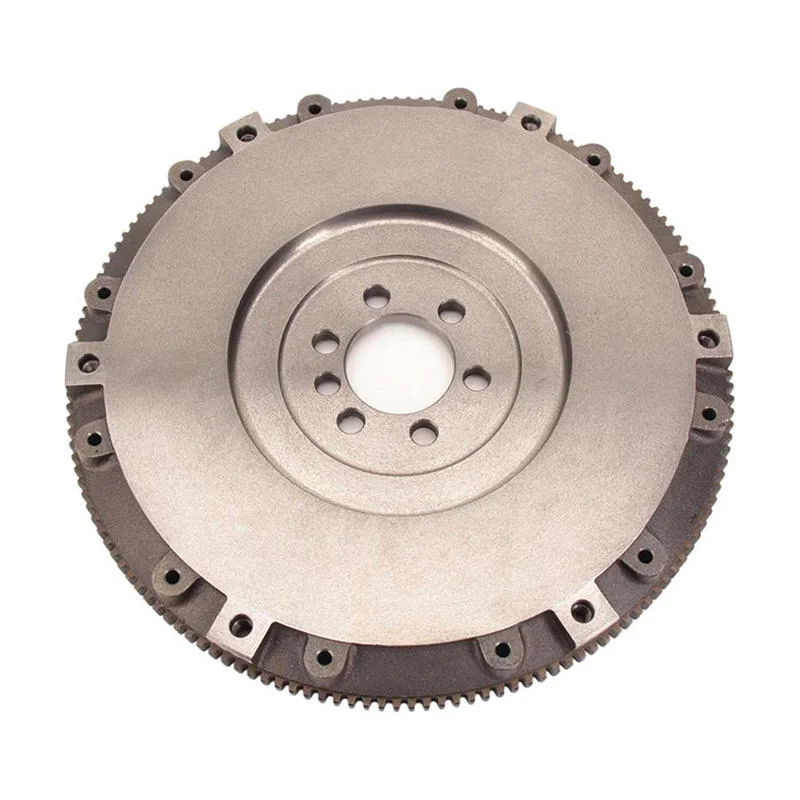
This flywheel is precision-cast from high-grade nodular iron (GGG70/800-2), selected for its superior mechanical properties compared to standard gray iron. The spheroidal graphite structure provides exceptional tensile strength (min. 800 MPa) and outstanding fatigue resistance, crucial for handling high-torque pulses from modern diesel engines. Its excellent thermal conductivity and stability prevent heat distortion and surface hardening, maintaining optimal friction characteristics throughout extended operation cycles. The material's inherent vibration damping capacity (3-5 times greater than steel) significantly reduces gear noise and protects transmission components from resonant vibrations.
Precision Manufacturing Process
Our production begins with controlled atmosphere melting and spectral analysis to ensure precise chemical composition. Using advanced sand casting with resin-bonded molds, we achieve density exceeding 7.1 g/cm³ with uniform microstructure. Critical surfaces undergo multi-stage CNC machining:
Friction surface finishing to Ra 3.2 μm with 0.05mm flatness tolerance
Mounting flange machining with 0.02mm runout precision
Pilot bore honing to H7 tolerance class
The integrated ring gear undergoes induction hardening to 55-60 HRC for superior wear resistance. Each unit completes dynamic balancing to G6.3 grade at operational RPM, ensuring vibration levels remain below 2.5 mm/s across the entire speed range.
Performance and Application Excellence
This flywheel demonstrates exceptional performance characteristics:
Withstands clutch engagement forces exceeding 40 kN
Maintains surface stability at continuous operating temperatures up to 300°C
Provides service life matching OEM specifications (typically 500,000 km)
Ensures perfect starter motor engagement through precision-machined gear teeth
Designed as direct replacements for SCANIA DC13/16 and VOLVO D11/D13 engine applications, these flywheels are essential during clutch system refurbishment. Their precision engineering prevents clutch judder, reduces synchromesh wear, and maintains optimal drivetrain alignment. The balanced construction protects crankshaft main bearings and transmission input shafts from vibration-induced damage, significantly reducing total cost of ownership through extended component life and minimized unplanned downtime.
Trust in our OEM-quality flywheels to maintain the performance and reliability expected from SCANIA and VOLVO trucks, providing fleet operators with the confidence needed for demanding transport operations.