For flådestyrere og serviceteknikere, der arbejder med vedligeholdelse af premium europæiske lastbiler, er drivetrainens pålidelighed afgørende for driftseffektiviteten. Vores højkvalitets svejskive, udviklet specifikt til SCANIA- og VOLVO-tungtbyggede køretøjer, leverer ydelse og holdbarhed på linje med originaludstyr. Fremstillet i overensstemmelse med krævende europæiske ingeniørstandarder sikrer dette produkt pålidelig motorkald, problemfri kraftoverførsel og en lang levetid under de mest krævende betingelser for langdistanceruter og distributionscyklusser.
Præmieret Materiale Teknik
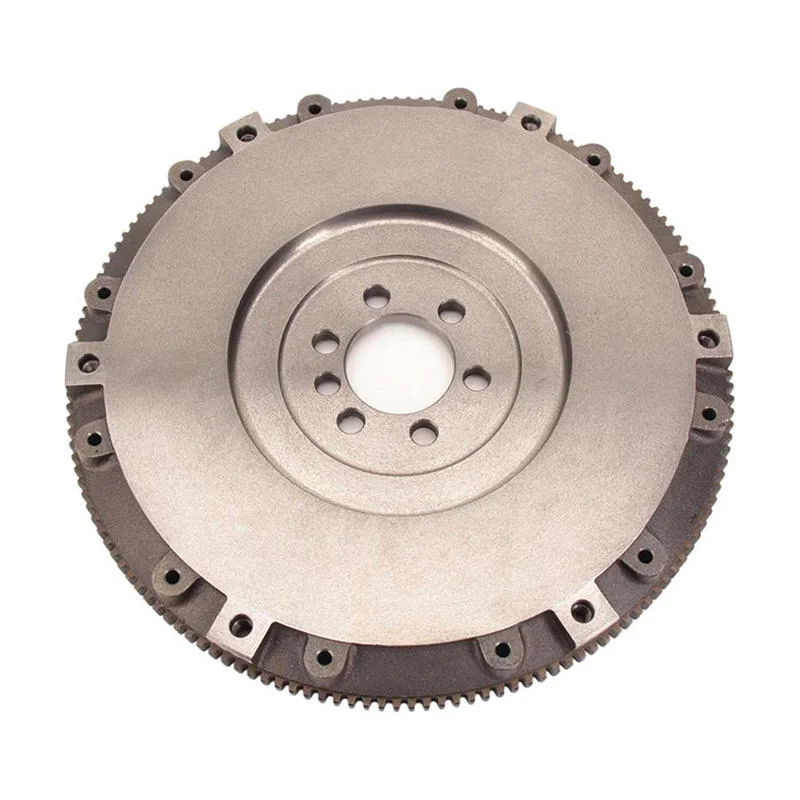
Dette tøjskivehjul er præcisionsstøbt i højtkvalitets nodulært jern (GGG70/800-2), valgt på grund af dets overlegne mekaniske egenskaber i forhold til standard gråt jern. Den kugleformede grafitstruktur giver ekstraordinær trækstyrke (min. 800 MPa) og fremragende udmattelsesbestandighed, hvilket er afgørende for at kunne håndtere høje drejningsmomenter fra moderne dieselmotorer. Dets fremragende varmeledningsevne og stabilitet forhindrer varmedeformation og overfladeforhærdning, og opretholder optimale friktionskarakteristikker gennem udstrakte driftscykluser. Materialets iboende vibrationsdæmpningsevne (3-5 gange større end stål) reducerer markant gearstøj og beskytter transmissionskomponenter mod resonante vibrationer.
Præcisionsfremstillingsproces
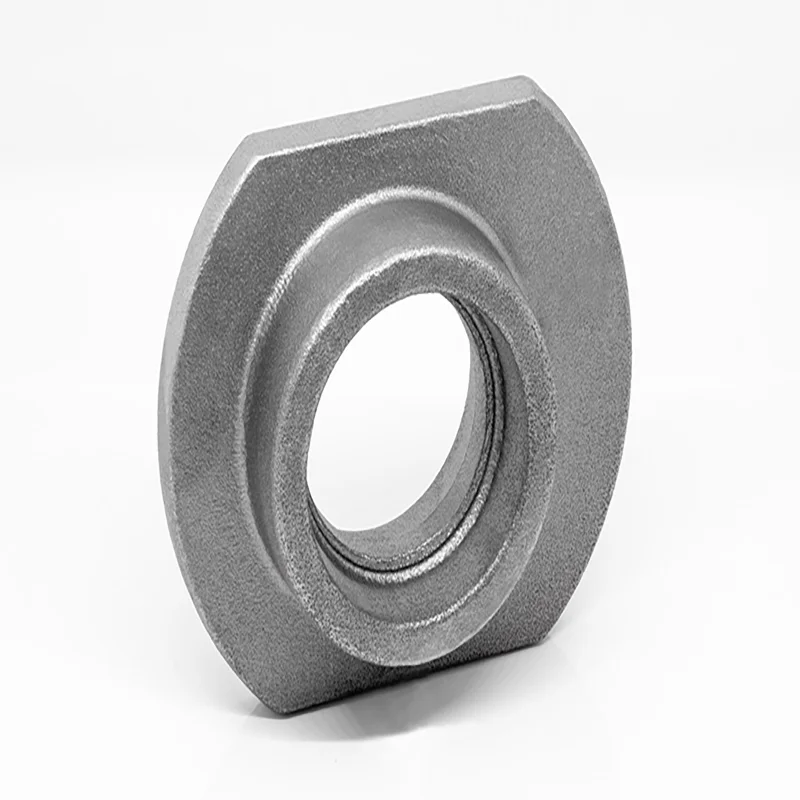
Vores produktion starter med smeltning i kontrolleret atmosfære og spektralanalyse for at sikre nøjagtig kemisk sammensætning. Ved hjælp af avanceret sandstøbning med harpiksbundne forme opnår vi en densitet på over 7,1 g/cm³ med ensartet mikrostruktur. Afgørende overflader gennemgår flertrins CNC-bearbejdning:
Slidoverfladebehandling til Ra 3,2 μm med 0,05 mm fladheds tolerance
Monteringsflangebearbejdning med 0,02 mm løbefejl præcision
Pilotbor honing til H7 toleranceklasse
Det integrerede kilehjul gennemgår induktionshærdning til 55-60 HRC for overlegen slidstyrke. Hvert enhed gennemfører dynamisk afbalancering til G6.3 klasse ved driftsomdrejninger, hvilket sikrer, at vibrationsniveauer forbliver under 2,5 mm/s over hele hastighedsområdet.
Ydelse og anvendelsesekspertise
Dette tandhjul demonstrerer ekstraordinære ydeevneparametre:
Modstår sammenkoblingsstyrker på over 40 kN
Bevarer overfladestabilitet ved kontinuerlig drift ved temperaturer op til 300°C
Tilvejebringer levetid, der svarer til OEM-specifikationer (typisk 500.000 km)
Sikrer perfekt starter motor engagement gennem præcision-bearbejdet gear tænder
Udviklet som direkte erstatninger til SCANIA DC13/16 og VOLVO D11/D13 motorapplikationer, er disse tændringshjul afgørende under reparation af koblingsystemet. Deres præcisionskonstruktion forhindrer koblingsrystelser, reducerer slid på synkromesh-systemet og sikrer optimal justering af drivlinjen. Den afbalancerede konstruktion beskytter krumtapakslens hovedlejer og gearkassens indgangsaksel mod vibrationsbeskadigelse og reducerer betydeligt den samlede ejerskabsomkostning gennem længere komponentlevetid og mindre uforudset nedetid.
Stol på vores OEM-kvalitet tændringshjul for at opretholde den ydelse og pålidelighed, der forventes fra SCANIA- og VOLVO-vognmænd, og giv flådeoperatørerne den tillid, der kræves for krævende transportoperationer.