Laatujen eurooppalaisten kuorma-autojen laituri- ja huoltomestarien sekä huoltoasentajien kannalta vetotahdin luotettavuus on ratkaisevaa toiminnan tehokkuuden kannalta. SCANIA- ja VOLVO-raskaiden ajoneuvojen tarkoitukseen suunniteltu korkealaatuinen hyytyvä, joka on suunniteltu vastaamaan OEM-tasoa suorituskyvyssä ja kestossa, tarjoaa luotettavan moottorin käynnistyksen, saumattoman tehonsiirron ja pidennetyn käyttöiän vaativissa pitkissä kuljetus- ja jakelukäytöissä. Tuote on valmistettu tiukkojen eurooppalaisten teknisten standardien mukaisesti.
Materiaalien korkean tason suunnittelu
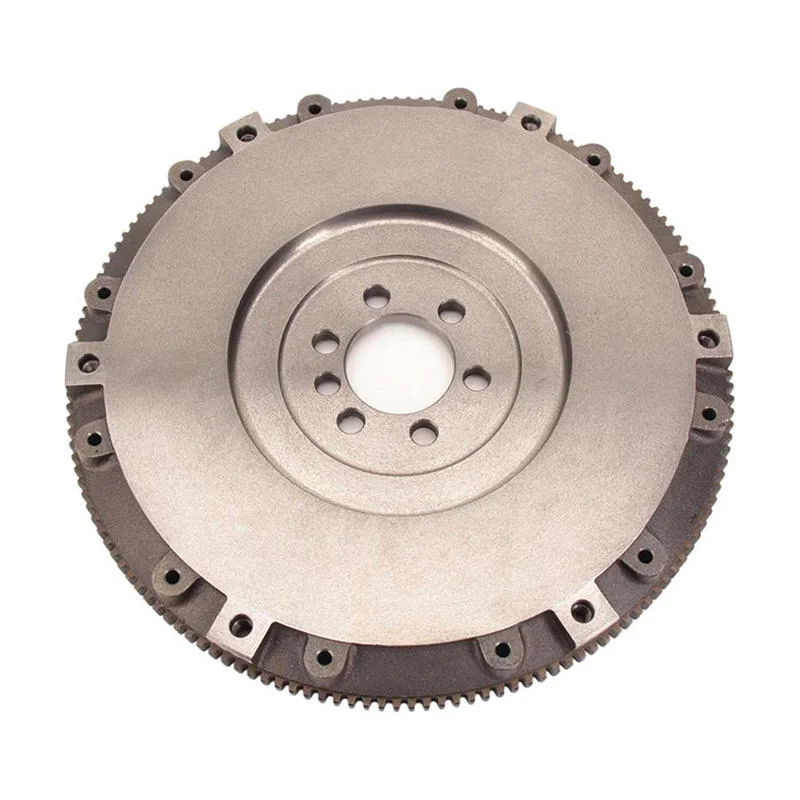
Tämä pyörivä kiekko on tarkkuusvalutettu korkealaatuista pallografiittista valurautaa (GGG70/800-2), joka on valittu sen parempien mekaanisten ominaisuuksien vuoksi verrattuna tavalliseen valurautaan. Pallografiittirakenne tarjoaa erinomaisen vetolujuuden (vähintään 800 MPa) ja huomattavan väsymislujuuden, jotka ovat ratkaisevan tärkeitä nykyaikaisten dieselmoottorien suurten vääntömomenttipulssien hallinnassa. Sen erinomainen lämmönjohtavuus ja stabiilius estävät lämpömuodonmuutokset ja pintakovettumisen, säilyttäen optimaaliset kitkatekijät pitkillä käyttökierroksilla. Materiaalin luontainen värähtelyjen vaimennuskyky (3–5 kertaa suurempi kuin teräksellä) vähentää merkittävästi vaihteiston melua ja suojelee vaihteiston komponentteja resonanssivärähtelyiltä.
Tarkkuusvalmistusprosessi
Tuotantoprosessimme alkaa ohjatulla kaasukehällä sulattamalla ja spektraalianalyysillä varmistaaksemme tarkan kemiallisen koostumuksen. Käyttäen edistynyttä hiekkavalukkoa resiinäsidosmuoveilla saavutamme tiheyden yli 7,1 g/cm³ ja tasaisen mikrorakenteen. Kriittiset pinnat käsitellään monivaiheisella CNC-koneenpuristuksella:
Kitkakäyttöpinnan viimeistely saavuttaa pinnankarheuden Ra 3,2 μm ja tasomuototoleranssin 0,05 mm
Asennusliittimen koneenpito, jossa kehävirhe tarkkuudella 0,02 mm
Ohjausreikäön hionta H7-toleranssiluokkaan
Integroitu hammaspyörä karkaistaan induktiolla 55–60 HRC:ksi parantaakseen kulumisvastusta. Jokainen yksikkö tasapainotetaan dynaamisesti G6,3-luokkaan käyttönopeudessa, mikä takaa värähtelytason alle 2,5 mm/s koko nopeusalueella.
Suorituskyky ja sovelluskelpoisuus -erittely
Tämä ratas osoittaa erinomaisia suoritusominaisuuksia:
Kestävät kytkennevoimat yli 40 kN
Säilyttää pintavakauden jatkuvissa käyttölämpötiloissa jopa 300 °C asti
Tarjoaa palveluelämän, joka vastaa OEM-määrityksiä (tyypillisesti 500 000 km)
Takaa täydellisen käynnistysmoottorin kytkeytymisen tarkasti koneistettujen hammaspyörähampaiden avulla
Nämä vauhtipyörät on suunniteltu suoraan korvaamaan SCANIA DC13/16- ja VOLVO D11/D13 -moottoreita, ja ne ovat välttämättömiä kytkinjärjestelmän kunnostuksessa. Niiden tarkka suunnittelu estää kytkimen tärinän, vähentää synkronoinnin kulumista ja ylläpitää optimaalista voimansiirron linjausta. Tasapainotettu rakenne suojaa kampiakselin päälaakereita ja vaihteiston tuloakseleita tärinän aiheuttamilta vaurioilta, mikä alentaa merkittävästi kokonaiskustannuksia pidemmän komponenttien käyttöiän ja minimoi suunnittelemattomat seisokkiajat.
Luo luottamusta OEM-luokan pöyräpyöriin ylläpitääksesi SCANIA- ja VOLVO-rekkojen suorituskykyä ja luotettavuutta, ja tarjoten laivueenhaltijoille tarvittava varmuus vaativiin kuljetustoimiin.