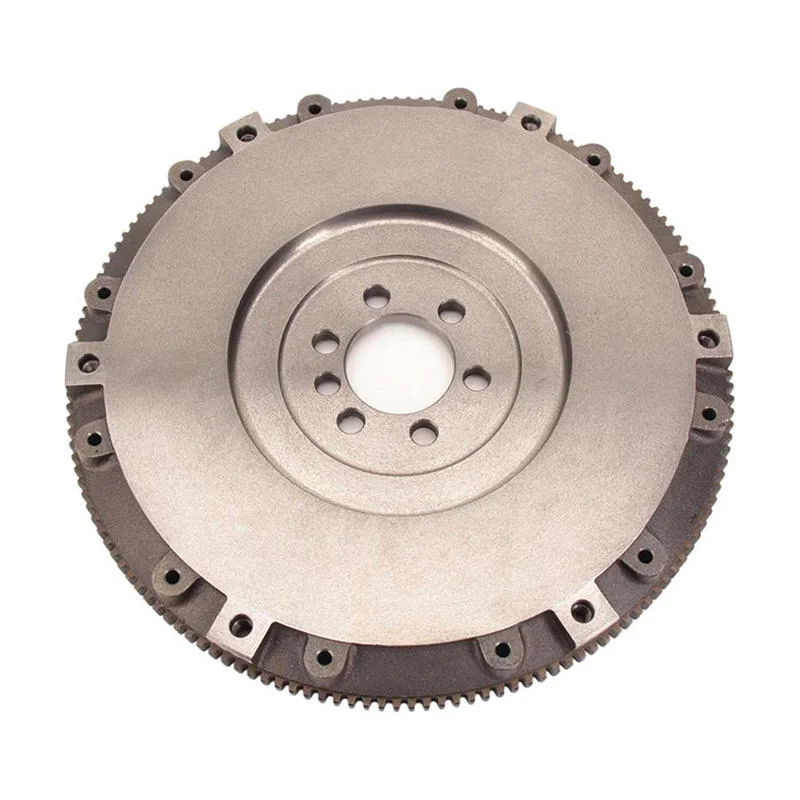
Parko administratoriams ir techninės priežiūros meistrams, prižiūrintiems aukščiausios kokybės europinius sunkvežimius, pavaro patikimumas yra svarbiausias veiklos efektyvumui. Mūsų Aukštos kokybės skriemuo, sukurtas specifiškai SCANIA ir VOLVO sunkiasvorėms transporto priemonėms, užtikrina OEM lygio našumą ir ilgaamžiškumą. Gamyba atitinka griežtus Europos inžinerijos standartus, šis produktas užtikrina patikimą variklio paleidimą, tolygų galios perdavimą ir pratęstą tarnavimo laiką labiausiai apkrovotose ilgųjų maršrutų ir platinimo ciklų sąlygose.
Inžinerija Aukštos Kokybės Medžiagos
Šis skriemuo yra tiksliai liejamas iš aukštos kokybės mazgelinio geležies (GGG70/800-2), kurios pasirenkama dėl geresnių mechaninių savybių lyginant su standartine pilkąja geležimi. Sferinė grafito struktūra užtikrina išskirtinę temptinę stiprą (ne mažiau kaip 800 MPa) ir puikią nuovargio atsparumą, būtiną efektyviai kompensuoti didelius sukimo momentus, kuriuos sukuria šiuolaikiniai dyzeliniai varikliai. Jo puiki šilumos laidumas ir stabilumas neleidžia atsirasti šiluminiams iškraipymams bei paviršiaus kietėjimui, išlaikant optimalias trinties charakteristikas per ilgas eksploatacijos ciklus. Medžiagos būdingas virpesių slopinimas (3–5 kartus didesnis nei plieno) ženkliai sumažina pavarų triukšmą ir apsaugo transmisijos komponentus nuo rezonansinių virpesių.
Tikslus gamybos procesas
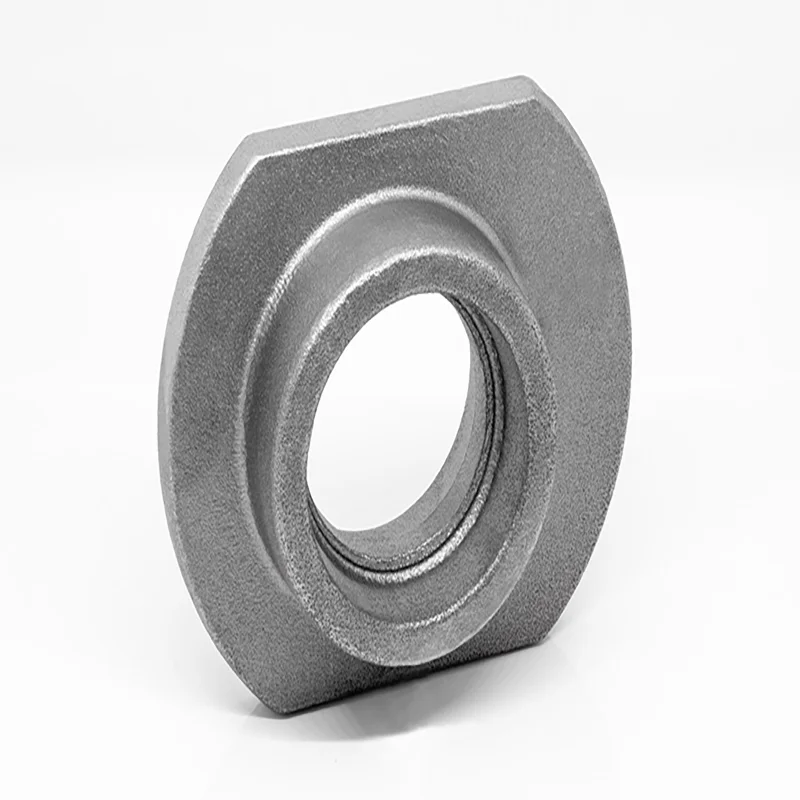
Mūsų gamyba prasideda kontroliuojamoje atmosferoje lydant ir atliekant spektrinę analizę, kad būtų užtikrinta tiksli cheminė sudėtis. Naudodami pažangų smėlio liejimą su dervos surištais formavimo įrankiais, pasiekiamą tankį, viršijantį 7,1 g/cm³, su tolygia mikrostruktūra. Kritiniai paviršiai apdorojami daugiapakope CNC apdirbimo technologija:
Tepimo paviršiaus apdorojimas iki Ra 3,2 μm su 0,05 mm plokštumos tolerancija
Tvirtinimo flanšo apdorojimas su 0,02 mm bėgimo tikslumu
Zondo gręžimo žoningas iki H7 tolerancijos klasės
Integruotas žvaigždinis krumpliaratis kietinamas indukcinio kietinimo būdu iki 55–60 HRC, užtikrinant puikią nusidėvėjimo atsparumą. Kiekvienas mazgas praėjęs dinaminio balansavimo procedūrą pagal G6,3 klasę esant darbiniams apsukų skaičiui, kad virpesių lygis visame sukimosi dažnių diapazone būtų žemiau 2,5 mm/s
Našumas ir taikymo pranašumas
Šis skriemulys pasižymi išskirtinėmis našumo charakteristikomis:
Atlaiko sankabos įjungimo jėgas, viršijančias 40 kN
Išlaiko paviršiaus stabilumą esant nuolatinėms darbo temperatūroms iki 300 °C
Užtikrina tarnavimo laiką, atitinkantį OEM specifikacijas (paprastai 500 000 km)
Užtikrina idealų starterio variklio įsikabinimą dėka tiksliai apdirbtų krumplių
Šie skriemuliai sukurti kaip tiesioginiai keitimai SCANIA DC13/16 ir VOLVO D11/D13 varikliams ir yra būtini atnaujinant sankabos sistemą. Jų tikslus konstrukcijos projektavimas neleidžia sankabai trankytis, sumažina sinchronizavimo dėvėjimąsi ir užtikrina optimalią varomosios ašies suderinamumą. Išsibalansuota konstrukcija apsaugo veleno guolius ir transmisijos įvado veleną nuo virpėjimų sukeliamo pažeidimo, žymiai sumažindama bendrą savininkystės kainą dėl ilgesnio komponentų tarnavimo laiko ir minimalaus nenuspėto sustojimo laiko.
Pasikliaukite mūsų OEM kokybės skriemuliais, kurie išlaiko našumą ir patikimumą, tikėtiną iš SCANIA ir VOLVO sunkvežimių, suteikdami parko operatoriams reikiamą pasitikėjimą atliekant sudėtingas vežimo operacijas.