למנהלי צי ולטכנאי שירות שמתפקחים על משאיות אירופאיות מתקדמות, אמינות של תיבת הילוכים היא קריטית ליעילות התפעול. דיסקת תנופה באיכות גבוהה שלנו, שפותחה במיוחד למשאיות כבדות של סקניה וולבו, מספקת ביצועים ואורך חיים כמו של יצרן ציוד מקורי (OEM). ייצור זה עומד בתקנים ההנדסיים האירופאים המחמירים, ומבטיח הפעלה מהימנה של המנוע, העברת כוח חלקה, ואורך חיים ממושך גם בתנאים הקיצוניים ביותר של נסיעות ארוכות ומחזורי הפצה.
הנדסת חומרים פרימיום
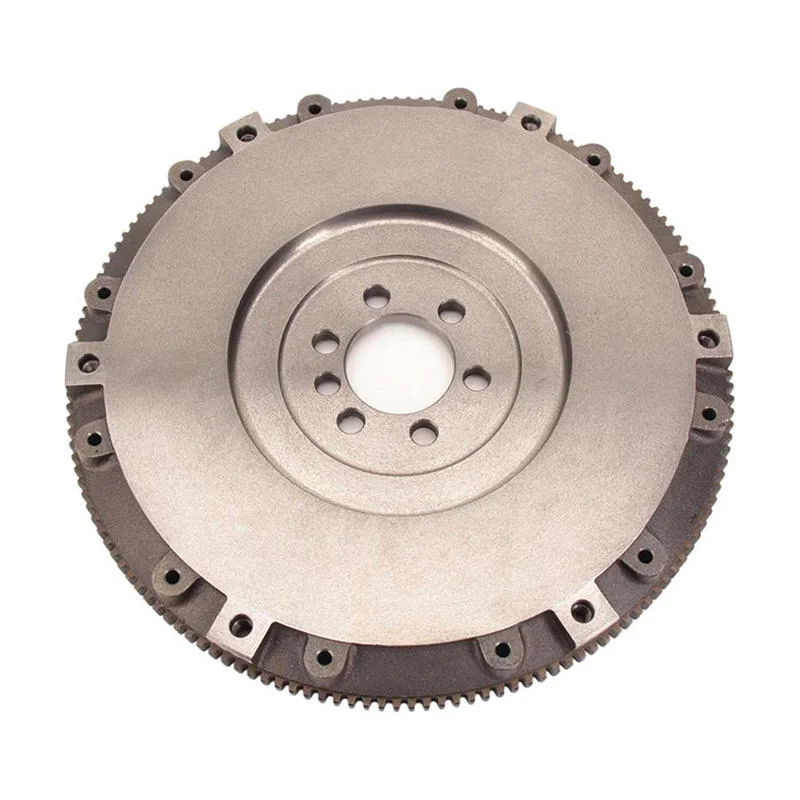
גלגל תנופה זה יצוק במדויק מברזל נודולרי איכותי (GGG70/800-2), שנבחר בשל תכונותיו המכניות המעולות בהשוואה לברזל אפור סטנדרטי. מבנה הגרפיט הכדורי מספק חוזק מתיחה יוצא דופן (מינימום 800 מגה פסקל) ועמידות יוצאת דופן לעייפות, חיוניים לטיפול בפולסים בעלי מומנט גבוה ממנועי דיזל מודרניים. מוליכות תרמית ויציבות מצוינות שלו מונעות עיוות חום והתקשות פני השטח, ושומרות על מאפייני חיכוך אופטימליים לאורך מחזורי פעולה ממושכים. יכולת ריסון הרעידות הטבועה של החומר (פי 3-5 מפלדה) מפחיתה משמעותית את רעשי גלגל השיניים ומגנה על רכיבי תיבת ההילוכים מפני רעידות תהודה.
תהליך ייצור מדוייק
התהליך שלנו מתחיל עם התכה באטמוספירה מבוקרת וניתוח ספקטרלי כדי להבטיח הרכב כימי מדויק. באמצעות יציקה מתקדמת בחול בתבניות מחוזקות ברזין, אנו משיגים צפיפות העולה על 7.1 g/cm³ עם מיקרו-מבנה אחיד. שטחים קריטיים עוברים עיבוד רב שלבי ב-CNC:
גימור משטח חיכוך ל-Ra 3.2 מיקרומטר עם סובלנות שטיחות של 0.05 מ"מ
עיבוד פלנזה הרכבה עם דיוק של 0.02 מ"מ בסטיית סיבוב
ריפוט צינוריות נחישות למחלקה H7
השינן המשולב עובר התכה באינדוקציה עד לصلילות של 55-60 HRC, לצורך עמידות מעולה בפני שחיקה. כל יחידה עוברת איזון דינמי לרמה G6.3 בRPM של פעילות, ומבטיחה כי רמות הרעידה ישארו מתחת ל-2.5 mm/s בכל טווח המהירויות.
מצוינות בביצועים ויישום
פליג'לגל זה מציג מאפייני ביצועים יוצאי דופן:
מסוגל לעמוד בכוחות הדבקה של מצמד העולים על 40 קילוניוּטוֹן
שומר על יציבות משטח בטמפרטורות עבודה רציפות עד 300° צלזיוס
מאפשר חיים שירותיים בהתאם לדרישות היצרן (בדרך כלל 500,000 ק"מ)
מבטיח השגת מצמד מושלמת באמצעות שיניים מעובדות בדיוק
ערכות דיסקית מותאמות כתחליפים ישירים לapplications של מנועי סקניה DC13/16 וולבו D11/D13, ערכות אלו חיוניות במהלך שדרוג מערכת המצמד. ההנדסה המדויקת שלהן מונעת רעידות בצמד, מקטינה את בלאי הסינכרומיש ומשמרת יישור אופטימלי של מערכת הפעולה. הבנייה מאוזנת מגנה על גלגלות הציר הראשי של הציר הקруבי ועל צירי הקלט של התמסורת מפני נזק הנגרם всיבוב, ובכך מקטינה משמעותית את עלות הבעלות הכוללת באמצעות הארכת חיי הרכיבים והפחתת העצירות השהיות הבלתי מתוכננות.
הסתמכו על ערכות הדיסקית באיכות OEM שלנו כדי לשמור על הביצועים והאמינות הצפוים ממסורי סקניה וולבו, ולבצע 운전נים בביטחון הנדרש להפעלות תחבורה קשות.