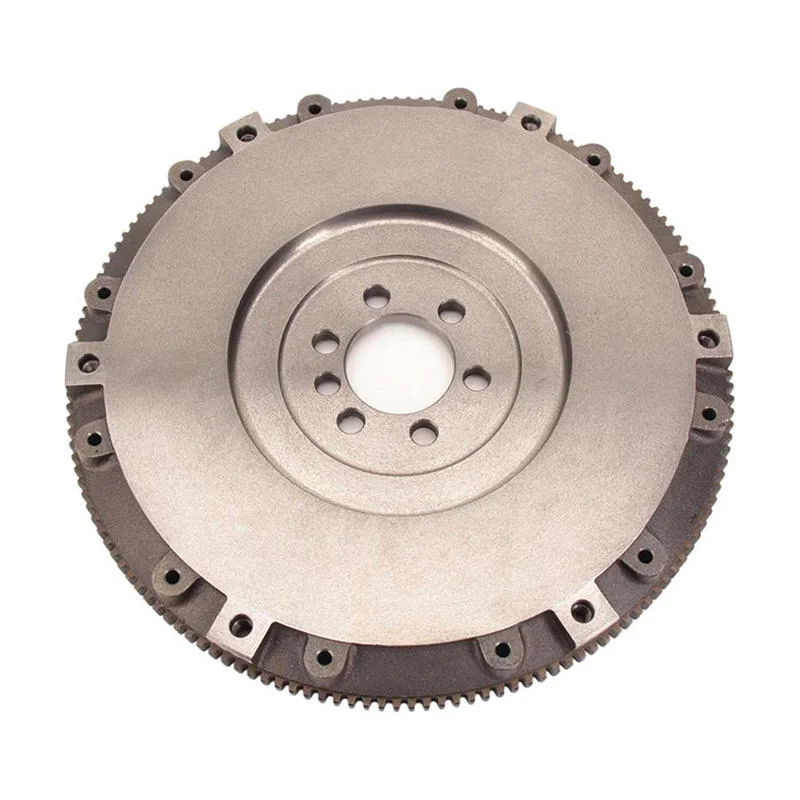
Bagi manajer armada dan teknisi servis yang merawat truk Eropa premium, keandalan sistem penggerak sangat penting untuk efisiensi operasional. Flywheel Berkualitas Tinggi kami, yang dirancang khusus untuk kendaraan heavy-duty SCANIA dan VOLVO, memberikan kinerja dan daya tahan setara OEM. Diproduksi sesuai standar teknik Eropa yang ketat, produk ini menjamin proses penghidupan mesin yang andal, perpindahan tenaga yang mulus, serta masa pakai yang lebih panjang dalam kondisi operasi berat seperti angkutan jarak jauh dan distribusi.
Pengembangan Material Premium
Flywheel ini dibuat dengan presisi dari besi nodular kelas tinggi (GGG70/800-2), yang dipilih karena sifat mekanisnya yang unggul dibandingkan besi cor kelabu standar. Struktur grafit berbentuk bulat memberikan kekuatan tarik luar biasa (minimal 800 MPa) dan ketahanan terhadap kelelahan yang sangat baik, penting untuk menangani lonjakan torsi tinggi dari mesin diesel modern. Konduktivitas termal dan stabilitasnya yang sangat baik mencegah distorsi akibat panas serta pengerasan permukaan, sehingga menjaga karakteristik gesekan tetap optimal selama siklus operasi yang panjang. Kemampuan peredaman getaran alami material ini (3-5 kali lebih besar daripada baja) secara signifikan mengurangi kebisingan transmisi dan melindungi komponen transmisi dari getaran resonansi.
Proses manufaktur presisi
Produksi kami dimulai dengan peleburan dalam atmosfer terkendali dan analisis spektral untuk memastikan komposisi kimia yang tepat. Dengan menggunakan teknik pengecoran pasir canggih bersama cetakan berperekat resin, kami mencapai kepadatan lebih dari 7,1 g/cm³ dengan struktur mikro yang seragam. Permukaan-permukaan kritis mengalami proses pemesinan CNC bertahap:
Penghalusan permukaan gesekan hingga Ra 3.2 μm dengan toleransi kerataan 0,05 mm
Pemesinan flange pemasangan dengan ketelitian runout 0,02 mm
Pemolesan lubang pilot hingga kelas toleransi H7
Roda gigi cincin terintegrasi menjalani pengerasan induksi hingga 55-60 HRC untuk ketahanan aus yang unggul. Setiap unit menyelesaikan penyeimbangan dinamis hingga kelas G6.3 pada putaran operasional, memastikan tingkat getaran tetap di bawah 2,5 mm/s sepanjang rentang kecepatan
Keunggulan Kinerja dan Aplikasi
Flywheel ini menunjukkan karakteristik kinerja yang luar biasa:
Mampu menahan gaya penghubung kopling melebihi 40 kN
Menjaga stabilitas permukaan pada suhu operasi kontinu hingga 300°C
Memberikan masa pakai yang sesuai dengan spesifikasi OEM (biasanya 500.000 km)
Memastikan keterlibatan motor starter yang sempurna melalui gigi roda gigi yang diproses dengan presisi
Dirancang sebagai pengganti langsung untuk aplikasi mesin SCANIA DC13/16 dan VOLVO D11/D13, flywheel ini sangat penting saat melakukan perbaikan sistem kopling. Rekayasa presisi mencegah terjadinya getaran kopling, mengurangi keausan synchromesh, serta menjaga keselarasan drivetrain yang optimal. Konstruksi yang seimbang melindungi bantalan utama poros engkol dan poros input transmisi dari kerusakan akibat getaran, secara signifikan mengurangi total biaya kepemilikan melalui umur komponen yang lebih panjang dan minimnya downtime tak terencana.
Percayai flywheel berkualitas OEM kami untuk mempertahankan kinerja dan keandalan yang diharapkan dari truk SCANIA dan VOLVO, memberikan operator armada kepercayaan yang dibutuhkan dalam operasi transportasi yang menuntut.