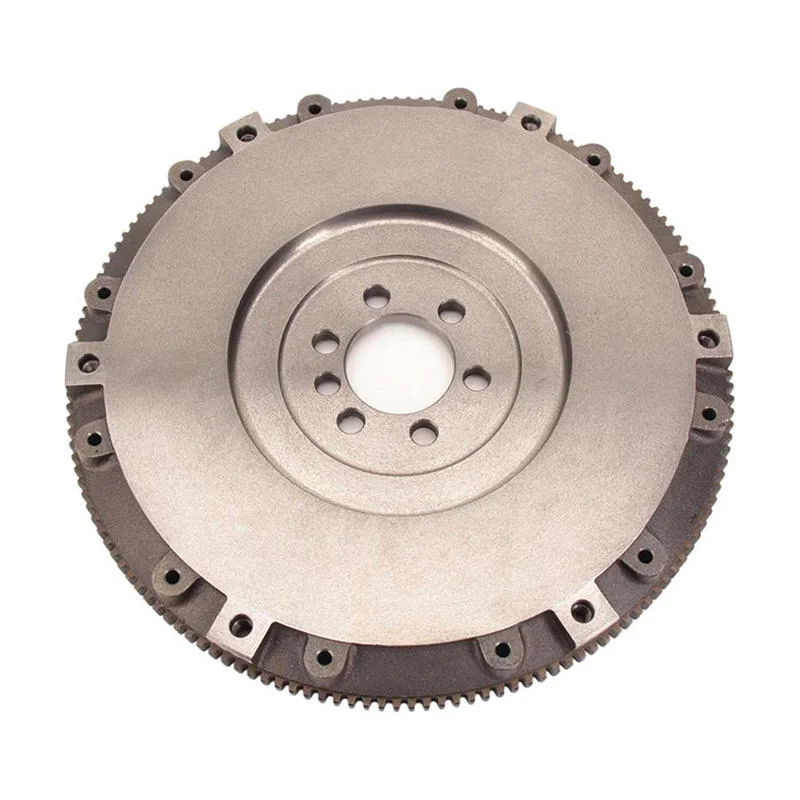
За мениджъри на паркове и сервизни техници, поддържащи висококачествени европейски камиони, надеждността на предавателната система е от първостепенно значение за оперативната ефективност. Нашето висококачествено маховото колело, проектирано специално за тежкотоварни превозни средства SCANIA и VOLVO, осигурява производителност и издръжливост, съпоставими с оригиналните компоненти. Произведено според строгите европейски инженерни стандарти, този продукт гарантира надеждно стартиране на двигателя, безпроблемна предаване на мощността и удължен срок на служба при най-тежките условия на дълги преходи и разпределителни цикли.
Премиум инженерни материали
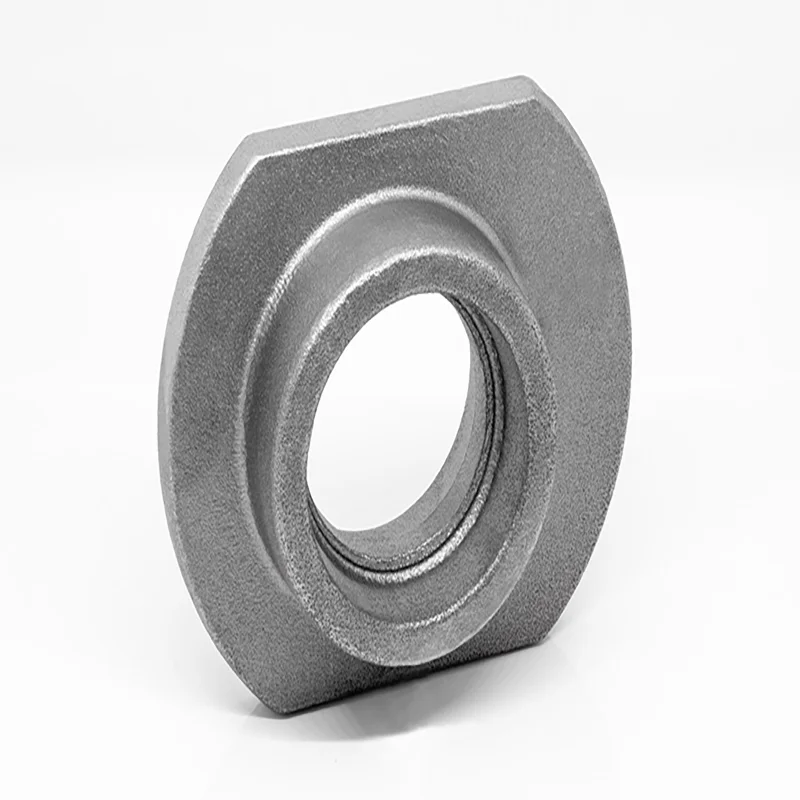
Този маховик е прецизно отлят от висококачествена нодуларна чугуна (GGG70/800-2), избрана поради превъзходните си механични свойства в сравнение с обикновената сива чугуна. Сфероидната графитна структура осигурява изключителна якост на опън (мин. 800 MPa) и отлична устойчивост на умора, което е от решаващо значение за поемане на високомоментни импулси от съвременни дизелови двигатели. Отличната топлопроводност и стабилност предотвратяват топлинна деформация и повърхностно оцвърствяване, запазвайки оптималните коефициенти на триене през продължителни работни цикли. Вградената способност за гасене на вибрации (3-5 пъти по-голяма от тази на стоманата) значително намалява шума от предавката и защитава компонентите на скоростната кутия от резонансни вибрации.
Процес на прецизно производство
Производството започва с контролирана атмосфера при стопяването и спектрален анализ, за да се гарантира точен химичен състав. Чрез напреднала пясъчна леярска технология с плесени, свързани със смола, постигаме плътност над 7,1 g/cm³ с равномерна микроструктура. Критичните повърхности преминават през многостепенна CNC обработка:
Финишна обработка на трибната повърхност до Ra 3,2 μm с толеранция за равнинност 0,05 mm
Машинна обработка на монтажния фланец с точност на биене 0,02 mm
Хонинговане на центриращото отвор до клас на толерантност H7
Интегралното венчесто колело подлага на индукционно закаляване до 55-60 HRC за изключителна устойчивост на износване. Всеки агрегат преминава динамично балансиране по клас G6.3 при работни обороти, осигурявайки нива на вибрации под 2,5 mm/s в целия диапазон на скоростите.
Високи експлоатационни качества и приложна ефективност
Това маховото колело демонстрира изключителни експлоатационни характеристики:
Поема сили при свързване на сцеплението над 40 kN
Запазва стабилност на повърхността при непрекъснати работни температури до 300 °C
Особява срок на служба, съответстващ на спецификациите на производителя (обикновено 500 000 km)
Осигурява перфектно включване на стартера чрез прецизно обработени зъби на предавката
Проектирани като директни заместващи решения за двигатели SCANIA DC13/16 и VOLVO D11/D13, тези маховици са задължителни при възстановяване на съединителната система. Точното им инженерство предотвратява трептене на съединителя, намалява износването на синхронните механизми и осигурява оптимално подреждане на предавателната линия. Балансираната конструкция предпазва основните лагери на коляновия вал и входния вал на скоростната кутия от повреди вследствие на вибрации, значително намалявайки общите разходи за притежание чрез удължен живот на компонентите и минимизиране на непланирани простои.
Вероятвайте на нашите маховици с качество на първоначално оборудване, за да запазите производителността и надеждността, очаквани от камиони SCANIA и VOLVO, осигурявайки на операторите на паркове увереността, необходима за изискващи транспортни операции.