For flåtestyrere og serviceteknikere som vedlikeholder premium europeiske lastebiler, er drivlinjens pålitelighet avgjørende for driftseffektivitet. Vår høykvalitets sveivenkel, utviklet spesielt for SCANIA- og VOLVO-lastebiler, gir ytelse og holdbarhet tilsvarende originalutstyret. Produsert i henhold til strenge europeiske ingeniørstandarder, sikrer dette produktet pålitelig motorstart, problemfri kraftoverføring og lang levetid under de mest krevende langdistanse- og distribusjonskjøreforhold.
Premium Materialetiendring
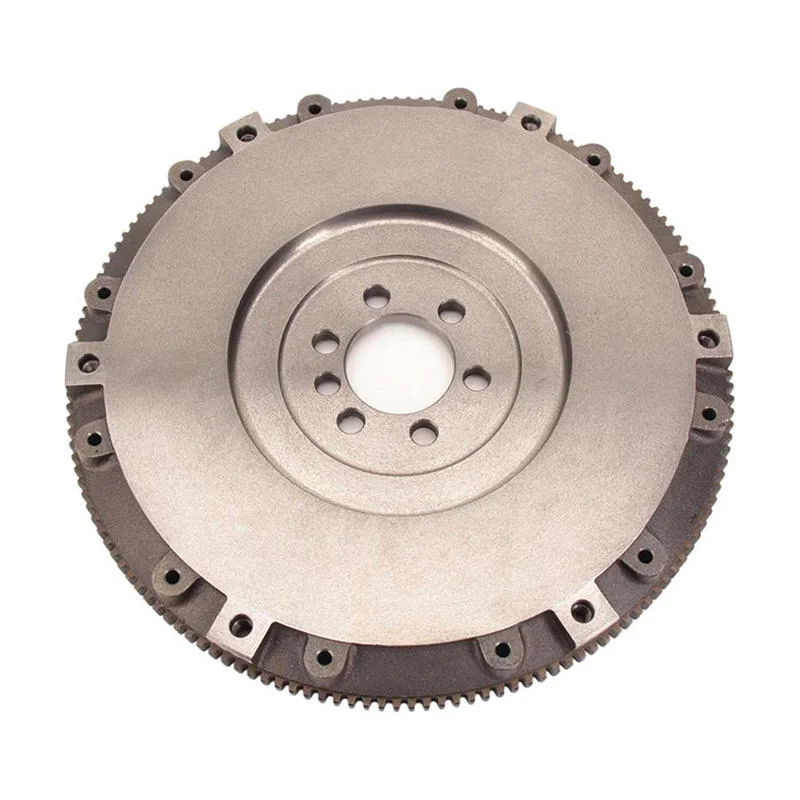
Dette trettenhjulet er presisjonsstøpt i høykvalitets nodulært jern (GGG70/800-2), valgt for dets overlegne mekaniske egenskaper sammenlignet med vanlig grå støpejern. Kuleformet grafitstruktur gir eksepsjonell strekkfasthet (min. 800 MPa) og fremragende slitfasthet, noe som er avgjørende for å håndtere høye dreiemomenter fra moderne dieselmotorer. Dets utmerkede varmeledningsevne og stabilitet forhindrer varmedeformasjon og overflateherding, og opprettholder optimale friksjonsegenskaper gjennom lengre driftssykluser. Materialets iboende evne til å dempe vibrasjoner (3–5 ganger større enn stål) reduserer vesentlig girstøy og beskytter transmisjonskomponenter mot resonante vibrasjoner.
Nøyaktig fremstillingsprosess
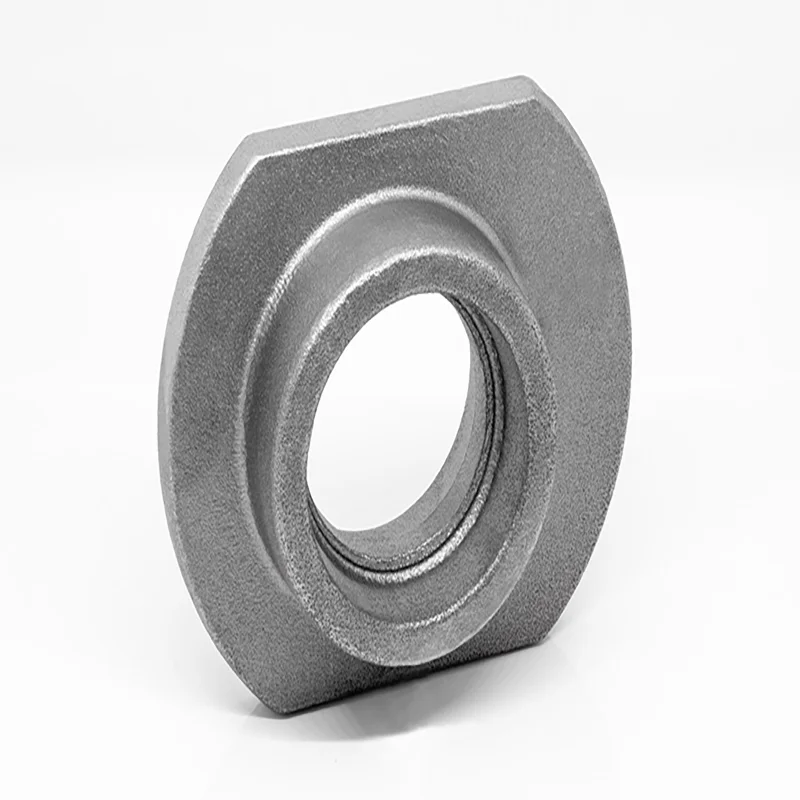
Vår produksjon starter med smelting i kontrollert atmosfære og spektralanalyse for å sikre nøyaktig kjemisk sammensetning. Ved hjelp av avansert sandstøping med harpiksbundne former oppnår vi en tetthet på over 7,1 g/cm³ med jevn mikrostruktur. Viktige overflater gjennomgår flertrinns CNC-bearbeiding:
Foreslitas overflate til Ra 3,2 μm med 0,05 mm flatnessetoleranse
Innmonteringsflens bearbeides med 0,02 mm rundløpstoleranse
Pilbor hones til H7 toleranseklasse
Den integrerte ringgeviken gjennomgår induksjonsharding til 55–60 HRC for bedre slitasjemotstand. Hvert enhet gjennomgår dynamisk balansering til G6.3-klasse ved drifts-RPM, noe som sikrer at vibrasjonsnivået forblir under 2,5 mm/s over hele hastighetsområdet.
Ytelse og applikasjonsutmerkelse
Dette svinghjulet viser eksepsjonelle ytelsesegenskaper:
Motstår kobleinnkoblingskrefter over 40 kN
Bevarer overflatens stabilitet ved kontinuerlige driftstemperaturer opp til 300 °C
Leverer levetid i henhold til OEM-spesifikasjoner (typisk 500 000 km)
Sikrer perfekt inngrep for startmotor via presisjonsbearbeidede gevtann
Utformet som direkte erstatninger for SCANIA DC13/16 og VOLVO D11/D13 motorer, er disse sveivhjulene essensielle under renovering av koplesystemer. Deres presisjonsutforming forhindrer kopleryst, reduserer slitasje på synkromesh-systemet og sikrer optimal justering av drivlinjen. Den balanserte konstruksjonen beskytter hovedlagrene på sveivakslingen og inngangsakslene i girboksen mot skader forårsaket av vibrasjoner, noe som betydelig reduserer totale eierkostnader gjennom lengre komponentlevetid og minimal uplanlagt nedetid.
Stol på våre OEM-kvalitets sveivhjul for å opprettholde den ytelsen og påliteligheten man forventer fra SCANIA- og VOLVO-trailere, og gi flåteoperatørene tilliten de trenger til krevende transportoperasjoner.