Для керівників автопарків та сервісних техніків, які обслуговують преміальні європейські вантажівки, надійність трансмісії має першорядне значення для ефективності роботи. Наш маховик високої якості, розроблений спеціально для важковантажних автомобілів SCANIA та VOLVO, забезпечує продуктивність і довговічність на рівні оригінального обладнання. Виготовлений згідно зі суворими європейськими інженерними стандартами, цей продукт гарантує надійний запуск двигуна, плавну передачу потужності та тривалий термін служби в найбільш складних умовах тривалих рейсів і циклів доставки.
Інженерія преміальних матеріалів
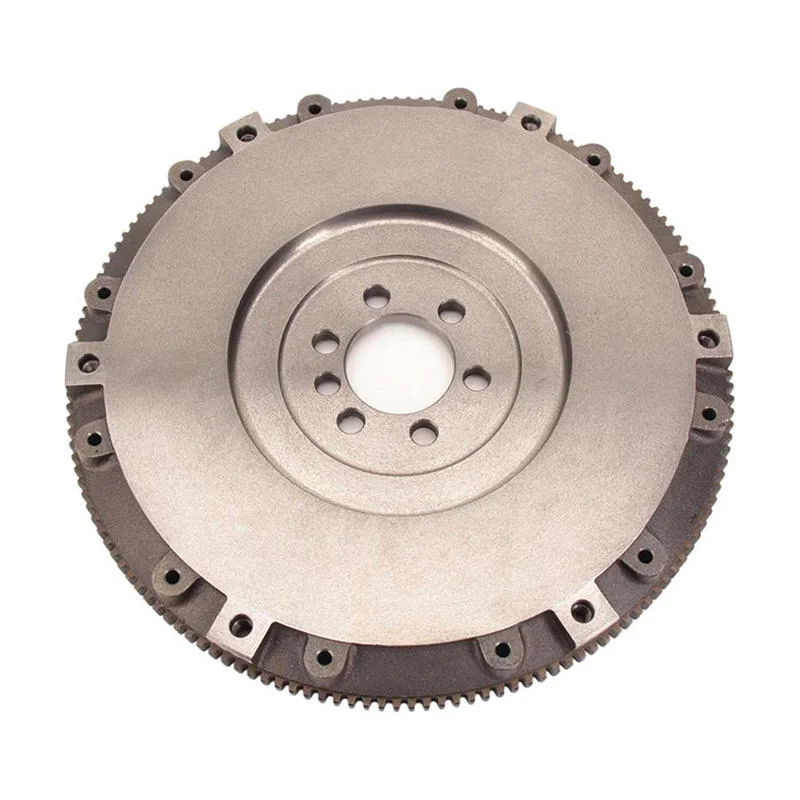
Цей маховик виготовлений методом прецизійного лиття з високоякісного кульового чавуну (GGG70/800-2), вибраного завдяки його вищим механічним властивостям у порівнянні зі звичайним сірим чавуном. Сфероїдна структура графіту забезпечує виняткову межу міцності при розтягуванні (не менше 800 МПа) та високу витривалість до втоми, що має важливе значення для передачі високих крутних моментів від сучасних дизельних двигунів. Висока теплопровідність і стабільність матеріалу запобігають деформації від нагрівання та поверхневому загартуванню, зберігаючи оптимальні фрикційні характеристики протягом тривалих циклів роботи. Природна здатність матеріалу гасити вібрації (у 3–5 разів вища, ніж у сталі) значно зменшує шум у зубчастих передачах і захищає компоненти трансмісії від резонансних коливань.
Процес точного виробництва
Наше виробництво розпочинається з плавлення в контролюваній атмосфері та спектрального аналізу для забезпечення точної хімічної композиції. Застосовуючи сучасне піщане лиття з формами на основі смол, ми досягаємо густини понад 7,1 г/см³ і рівномірної мікроструктури. Критичні поверхні проходять багатоетапну обробку на верстатах з ЧПК:
Обробка тертя до Ra 3,2 мкм з допуском плоскості 0,05 мм
Обробка кріпильного фланця з точністю биття 0,02 мм
Розточування направляючого отвору до класу допуску H7
Інтегроване кільцеве зубчасте колесо піддається токами високої частоти до твердості 55-60 HRC для підвищеної зносостійкості. Кожен вузол проходить динамічне балансування за ступенем G6.3 при робочих обертах, забезпечуючи рівень вібрації нижче 2,5 мм/с у всьому діапазоні швидкостей.
Висока ефективність та застосування
Цей маховик має виняткові експлуатаційні характеристики:
Витримує зусилля включення зчеплення понад 40 кН
Зберігає стабільність поверхні при постійних робочих температурах до 300 °C
Забезпечує термін служби, що відповідає специфікаціям виробника (зазвичай 500 000 км)
Забезпечує точне зачеплення стартера завдяки прецизійно обробленим зубам
Ці маховики розроблені як прямі замінники для двигунів SCANIA DC13/16 та VOLVO D11/D13 і є обов'язковими під час відновлення системи зчеплення. Точне інженерне виконання запобігає поштовхам зчеплення, зменшує знос синхронізації передач і забезпечує оптимальне вирівнювання трансмісії. Збалансована конструкція захищає головні підшипники колінчастого валу та ведучі вали коробки передач від пошкоджень, спричинених вібраціями, значно знижуючи сукупну вартість експлуатації завдяки подовженому терміну служби компонентів і мінімізації незапланованих простоїв.
Покладайтеся на наші маховики якісні, як у виробника (OEM), щоб зберегти продуктивність і надійність, характерні для вантажівок SCANIA та VOLVO, забезпечуючи операторам автопарків необхідну впевненість під час виконання складних транспортних операцій.