Flotes pārvaldniekiem un servisa tehniciem, kuri uztur augstas klases Eiropas kravas automobiļus, piedziņas sistēmas uzticamība ir ļoti svarīga ekspluatācijas efektivitātei. Mūsu Augstas kvalitātes riņķis, izstrādāts speciāli SCANIA un VOLVO smagajiem transportlīdzekļiem, nodrošina ražotāja standarta līmeņa veiktspēju un izturību. Ražots atbilstīgi stingriem Eiropas inženierijas standartiem, šis produkts garantē uzticamu dzinēja startu, bezproblēmu jaudas pārsūtīšanu un ilgāku kalpošanas laiku pat visstingrākajos tālliņu un sadalīšanas ciklu apstākļos.
Premium materiālu inženierija
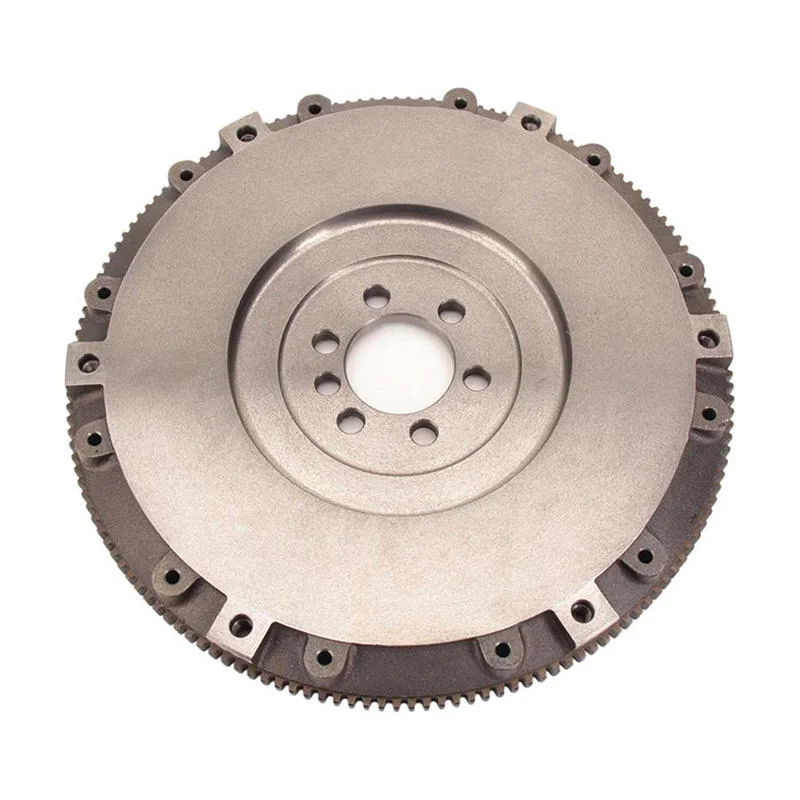
Šis riņķis ir precīzi izliets no augstas kvalitātes mezglainā čuguna (GGG70/800-2), kas izvēlēts tā pārākajām mehāniskajām īpašībām salīdzinājumā ar standarta pelēko čugunu. Sfēriskā grafīta struktūra nodrošina izcilu stiepes izturību (vismaz 800 MPa) un lielisku izturību pret nogurumu, kas ir būtisks mūsdienu dīzeļdzinēju augstiem krāftmomenta impulsiem. Tā lieliskā siltumvadītspēja un stabilitāte novērš sasilšanas izkropļojumus un virsmas sacietēšanu, uzturot optimālas berzes īpašības visā ilgstošā ekspluatācijas ciklā. Materiāla iedzimtā vibrāciju slāpēšanas spēja (3–5 reizes lielāka nekā tēraudam) ievērojami samazina pārneses troksni un aizsargā transmisijas komponentus no rezonanses vibrācijām.
Precīza ražošanas process
Mūsu ražošana sākas ar kontrollētas atmosfēras kausēšanu un spektrālanalīzi, lai nodrošinātu precīzu ķīmisko sastāvu. Izmantojot modernu smilšu liešanu ar sveķu saistvielu veidņos, mēs sasniedzam blīvumu, kas pārsniedz 7,1 g/cm³, vienmērīgu mikrostruktūru. Kritiskās virsmas tiek apstrādātas vairākos posmos ar CNC mašīnām:
Berzes virsmas apdaris līdz Ra 3,2 μm ar 0,05 mm plakanuma toleranci
Uzmontēšanas flanģa apstrāde ar 0,02 mm ekscentriskuma precizitāti
Vadotāja urbuma honēšana līdz H7 tolerances klasei
Integrētais zvaigžņratis tiek indukcijas cietināts līdz 55–60 HRC, nodrošinot izcilu nodilumizturību. Katrs elements veic dinamisko līdzsvarošanu G6,3 klasē pie darba apgriezieniem, nodrošinot, ka vibrācijas paliek zem 2,5 mm/s visā ātrumu diapazonā.
Veiktspējas un pielietojuma izcilība
Šis riņķis demonstrē izcilas ekspluatācijas īpašības:
Iztur sajūga ieslēgšanas spēkus, kas pārsniedz 40 kN
Saglabā virsmas stabilitāti nepārtrauktā darbībā līdz 300°C temperatūrai
Nodrošina kalpošanas laiku, kas atbilst OEM specifikācijām (parasti 500 000 km)
Nodrošina perfektu startera motora iekļaušanos precīzi apstrādātām zobratu malām
Šie riņķi ir paredzēti kā tiešas aizvietošanas detaļas SCANIA DC13/16 un VOLVO D11/D13 dzinējiem, un tie ir būtiski, veicot sajūga sistēmas remontu. To precīzā inženierijas konstrukcija novērš sajūga drebēšanu, samazina sinhronmehānisma nodilumu un uztur optimālu piedziņas līnijas izvietojumu. Līdzsvarotā būve aizsargā galvenos dzinēja vārpstas riteņus un transmisijas ieejas vārpstas no vibrāciju radītiem bojājumiem, ievērojami samazinot kopējās īpašuma izmaksas, pagarinot sastāvdaļu kalpošanas laiku un minimizējot negaidītu darbnespēju.
Uzticieties mūsu OEM kvalitātes riņķiem, lai saglabātu to veiktspēju un uzticamību, kuru gaida no SCANIA un VOLVO kravas automobiļiem, nodrošinot flotes operatoriem nepieciešamo pārliecību grūtās transporta operācijās.