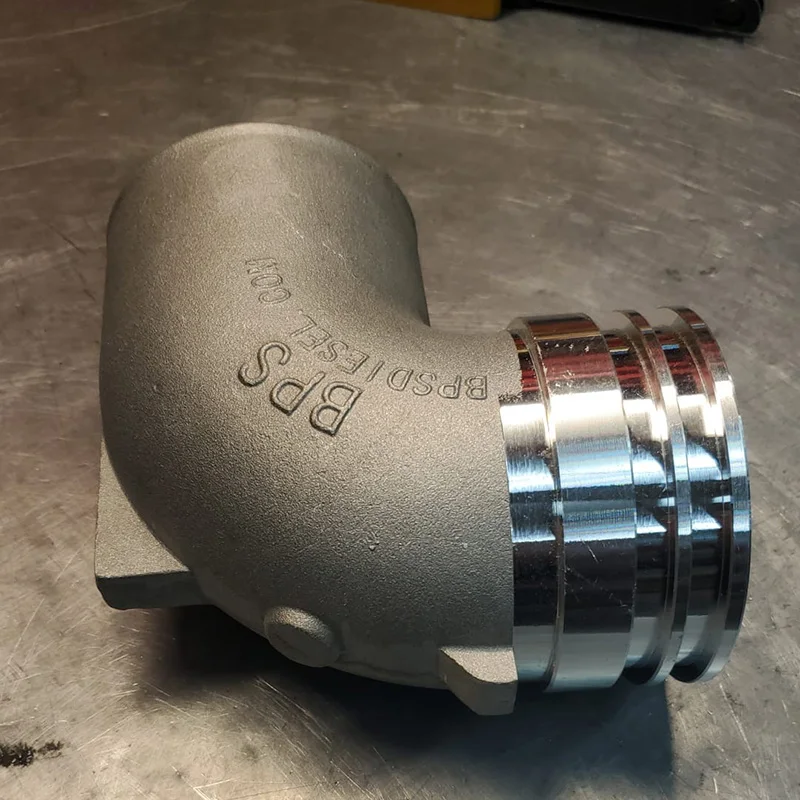


Индивидуальный алюминиевый колпачок тормозного цилиндра, литье под действием силы тяжести, механическая обработка с анодированием поверхности, индивидуальные услуги по литью, продукт
- Обзор
- Рекомендуемые товары
Наши услуги по изготовлению алюминиевых корпусов тормозных цилиндров методом литья под действием силы тяжести включают передовые технологии механической обработки и анодирования поверхности, что позволяет производить критически важные компоненты систем торможения современных автомобилей. Такой комплексный подход к производству обеспечивает высокую точность геометрических размеров, превосходную устойчивость к коррозии и надежную работу в сложных эксплуатационных условиях.
Превосходство в материаловедении
Мы используем высокопрочные алюминиевые сплавы, специально разработанные для применения в тормозных системах:
Алюминиевый сплав A356-T6: высококачественный сплав авиационного класса с отличными показателями прочности
Алюминий A360: превосходная текучесть и герметичность под давлением для сложных геометрий
алюминий 6061-T6: повышенные механические свойства и хорошая анодная обработка
Специальные сплавы: составы, адаптированные под конкретные требования OEM-производителей
Передовой производственный процесс
Наша интегрированная система производства объединяет несколько передовых технологий:
Литье в кокиль
Точная разработка форм: постоянные формы, созданные с помощью CAD/CAM с тепловым анализом
Контролируемое плавление: расплавленный алюминий, очищенный от газов и рафинированный, при температуре 710–750 °C
Технология наклонного литья: ламинарное заполнение, минимизирующее турбулентность и образование оксидов
Контроль затвердевания: направленное затвердевание, обеспечивающее качественную микроструктуру
Термическая обработка: закалка T6 для оптимальных механических свойств
Операции фрезерования с ЧПУ
5-осевая обработка критических уплотнительных поверхностей
Точное растачивание отверстий цилиндров и крепежных элементов
Фрезерование сложных контуров на высокой скорости
Проверка на координатно-измерительной машине
Подготовка поверхности для анодирования
Процесс анодирования поверхности
Многоступенчатая химическая предварительная обработка
Анодирование в серной кислоте при 18–22 °C
Контролируемое формирование толщины (15–25 мкм)
Герметизация для повышения коррозионной стойкости
Проверка качества готовой поверхности
Характеристики производительности
Прочность на давление: выдерживает рабочее давление свыше 200 бар
Стойкость к коррозии: более 500 часов испытания на соляном тумане
Твердость поверхности: 400–600 HV, достигается за счет твердого анодирования
Термостабильность: сохраняет размерную точность от -40 °C до 200 °C
Износостойкость: высокая долговечность при механическом истирании
Диэлектрическая прочность: улучшенные свойства электрической изоляции
Системы обеспечения качества
Сертификация материалов по стандартам ASTM
100% испытание на давление при 1,5-кратном рабочем давлении
Проверка геометрических параметров с использованием систем КИМ
Проверка толщины и качества анодирования
Испытания механических свойств
Испытание на герметичность и проверка характеристик
Автомобильные приложения
Гидравлические тормозные системы: крышки главного цилиндра и бачки
Электронное торможение: корпуса модулей ABS и ESC
Стояночный тормоз: крышки приводов и защитные кожухи
Бачки тормозной жидкости: индивидуальные конструкции для различных платформ транспортных средств
Крепление тормозной системы: кронштейны и структурные компоненты
Технические преимущества
Превосходная защита от коррозии в суровых условиях
Высокая износостойкость для длительного срока службы
Улучшенные характеристики теплоотдачи
Оптимальное снижение веса без потери прочности
Повышенная долговечность поверхности при воздействии тормозной жидкости
Стабильная производительность в экстремальных температурных условиях
Возможности индивидуальной настройки
Полный анализ конструкции на технологичность
Разработка прототипа в течение 10 рабочих дней
Мелкосерийное производство от 50 штук
Серийное производство до 50 000+ единиц в год
Возможности анодирования в нестандартных цветах
Программы доставки по принципу Just-in-Time
Наши услуги по изготовлению алюминиевых крышек тормозных цилиндров методом литья под действием силы тяжести с последующей механической обработкой и анодированием предоставляют автопроизводителям компоненты, соответствующие самым высоким стандартам безопасности, надежности и производительности. Благодаря передовым технологиям производства и строгому контролю качества мы предлагаем решения, повышающие эффективность тормозных систем, обеспечивая при этом долговечность и устойчивость к коррозии.


Материал |
сталь, нержавеющая сталь, алюминий, железо, углеродистая сталь, медь, латунь, сплав и т.д. |
Толщина |
0,1 мм до 12 мм, согласно вашему запросу |
Размеры |
1) Согласно чертежам заказчика 2) Согласно образцам заказчика |
Обработка поверхности |
Анодирование, оцинковка, гальваническое покрытие цинком, никелем, хромом, порошковая окраска, покраска и т.д. |
Формат чертежа |
DWG, DXF, STEP, STP, STL, AI, PDF, JPG, Чертеж. |
Упаковка |
Полиэтиленовый пакет+Картонная коробка+Деревянный ящик/Паллет, в соответствии с запросом клиента |
Отправка |
1) Курьерской доставкой, например, DHL, TNT, Fedex и т.д., обычно 5-7 дней в пути |
2) Самолетом в аэропорт, обычно 3-4 дня в пути |
|
3) Морским портом, обычно 15-30 дней в пути |
|
Срок поставки |
зависит от количества, обычно около 20 дней. |
Условия оплаты |
T/T, Paypal, Торговое обеспечение |
Сертификация |
ISO |
Услуга логотипа |
предоставлено |
Применение |
широко применяется в строительстве, промышленности, автомобилестроении. |