- 概要
- おすすめ商品
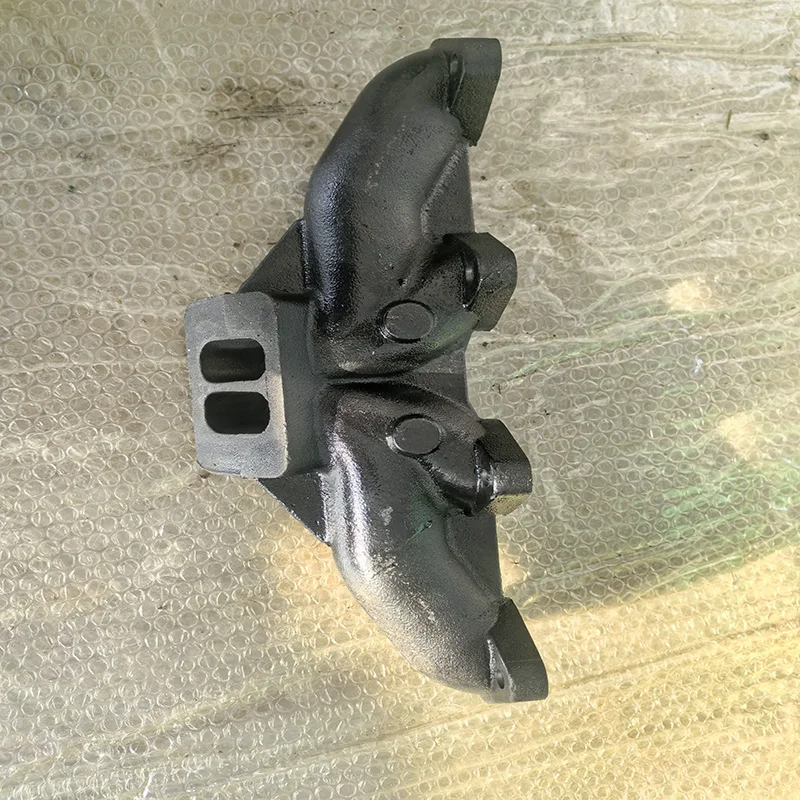
産業用動力伝達システムにおいて、カスタム鍛造鋼製部品は耐久性と性能の頂点に位置付けられます。当社の包括的な製造サービスでは、直歯、ヘリカル、ベベル、スピラルベベルなどさまざまな形状の精密ギア、チェーン、スプロケットを製造しており、過酷な使用条件にも耐えうるよう設計されています。
進んだ 素材 の 選出
当社ではAISI 4140、4340、8620などの高品質鋼合金を採用しており、これらは優れた機械的特性と熱処理応答性を持つことから特に選定されています。これらの材料には以下の特殊熱処理プロセスが施されます:
均一な硬度分布を得るために全体焼入れを実施
優れた表面耐久性のための表面硬化処理
摩耗に強い表面を形成するための浸炭処理
特定ゾーンへの精密な処理を可能にする高周波焼入れ
得られる部品は、表面硬度58-62HRC、心部の靭性30-40HRC、重要用途において引張強度が1000MPaを超えるなど、顕著な性能特性を示します。
精密製造プロセス
当社の統合製造プロセスは、伝統的な鍛造技術と現代の機械加工技術を組み合わせています。
金型設計および準備:CAD/CAMシステムを使用してカスタム設計された鍛造金型
熱間鍛造工程:1150-1250°Cまで加熱後、多段階で精密鍛造
機械加工工程:CNC旋盤加工、ホブ切り、歯面研削
熱処理:制御雰囲気炉により歪みを最小限に抑える
品質検証:磁粉探傷検査および寸法検証を含む包括的なテスト
技術仕様および性能
歯面形状精度:AGMAクラス10-12
表面粗さ:重要部位の表面でRa 0.8-1.6 μm
寸法公差:精密部位は±0.02mm
騒音低減:最適化された歯面形状により3-5dBの低減
幅広い応用範囲
当社のカスタム部品は、多岐にわたる産業分野で使用されています。
重機および鉱山用設備
自動車および輸送システム
産業用ロボットおよびオートメーション
風力エネルギーおよび発電
海洋・海洋沿岸用途
品質保証と認証
すべての製造工程は、ISO 9001、IATF 16949、および特定の業界認証を含む国際規格に準拠しています。当社の包括的な品質システムは、生産全体を通じて統計的工程管理(SPC)を実施しており、一貫した性能と信頼性を確保しています。
エンジニアリングの利点
鍛造製造プロセスは、他の方法に比べて明確な利点を提供します:
部品の輪郭に沿った優れた結晶粒流れ
内部の空隙や欠陥が排除される
疲労強度および衝撃耐性の向上
最適な重量対強度比
繰り返し荷重条件下での長寿命
信頼性の高い動力伝達ソリューションを探しているエンジニア向けに、当社のカスタム鍛造鋼部品は、材料選定から最終的な品質検証までの一貫した製造ノウハウにより、比類ない性能を実現します。

氏名 |
チェーンスプロケット |
サイズ |
製品はカスタマイズ可能です。 |
製造基準 |
5-8グレード ISO1328-1997。 |
材質 |
45#鋼、20CrMnTi、40Cr、20CrNiMo、20MnCr5、GCR15SiMn、42CrMo、2Cr13ステンレス鋼、ナイロン、バーキライト、銅、アルミニウムなど |
製造工程 |
主な工程はギアホブビング、ギアシェーピング、およびギアグラインディングであり、それぞれの状況に応じて生産工程を選択します 製品。 |
熱処理 |
浸炭焼入れ、高周波焼入れ、窒化処理、焼入れおよび焼き戻し、材料に応じた熱処理の選定 異なる材料。 |
試験装置 |
ロックウェル硬度計 500RA, 二重メッシュ測定器 HD-200B & 3102,
歯車測定センターアイテム CNC3906T その他の高精度検査装置 |
認証 |
GB/T19001-2016/ISO9001:2015 |
用途 |
印刷機械、洗浄機、医療機器、園芸機械、建設機械、電気自動車、バルブ、 フォークリフト、輸送設備および各種ギヤ減速機などに使用 |
パッケージ |
顧客の要求に応じて |