W świecie ciężkiej maszynowni i przekazywania mocy odlewane koła zębate ze stali stanowią kluczowy element konstrukcyjny licznych zastosowań przemysłowych. Często określane jako odlewanie kół zębatych, ta metoda wytwarzania jest preferowaną techniką produkcji trwałych, wytrzymałych kół zębatych – od małych kół zębatych po ogromne koła główne o wadze kilku ton.
Choć kucie stanowi alternatywę, odlewanie oferuje wyjątkową równowagę elastyczności projektowej, efektywności kosztowej oraz niezawodnej wydajności w typowych warunkach eksploatacji. Niniejszy kompleksowy przewodnik omawia szczegóły procesu wytwarzania kół zębatych odlewanych – od doboru materiałów i metod formowania po niezbędne protokoły obróbki cieplnej zapewniające długotrwałość i odporność na zużycie.
Czym są koła zębate odlewane? Materiały i zastosowania
Koła zębate odlewane to elementy metalowe wytwarzane przez wlewanie stali w stanie stopionym do formy. Termin ten jest praktycznie synonimem odlewane koła zębate ze stali ponieważ stal jest dominującym materiałem stosowanym ze względu na jej doskonałe właściwości mechaniczne.
-
Zakres masy: Wielofunkcyjność procesu odlewania umożliwia produkcję kół zębatych o masie od kilku kilogramów do ogromnych elementów ważących ponad tonę, co pozwala spełniać różnorodne potrzeby przemysłowe.
-
Skład materiałowy: Wybór materiału zależy od wymaganej wytrzymałości na rozciąganie oraz warunków pracy.
-
Odlewnicza stal węglowa wysokowęglowa: Jest to materiał standardowy stosowany w wielu kół zębatych ogólnego przeznaczenia, zapewniający dobrą równowagę między wytrzymałością a twardością.
-
Stal stopowa (Cr, Ni, Mo): W zastosowaniach wymagających wyższej wytrzymałości na rozciąganie, odporności udarowej oraz odporności na zużycie stosuje się stale stopowe zawierające pierwiastki takie jak chrom, nikiel i molibden. Powszechną praktyką jest to, że większe koła zębate pracujące przy niższych prędkościach mogą mieć nieco niższe wymagania fizyczne w porównaniu z małymi kołami zębatymi pracującymi z dużą prędkością, co pozwala zoptymalizować koszty materiału.
Proces odlewania kół zębatych: dlaczego formowanie na podłodze jest standardem branżowym
Do produkcji średnich i dużych odlewów stalowych proces produkcyjny musi być zarówno niezawodny, jak i opłacalny. Właśnie w tym miejscu formowanie na podłodze z piasku kwarcowego staje się metodą preferowaną.
-
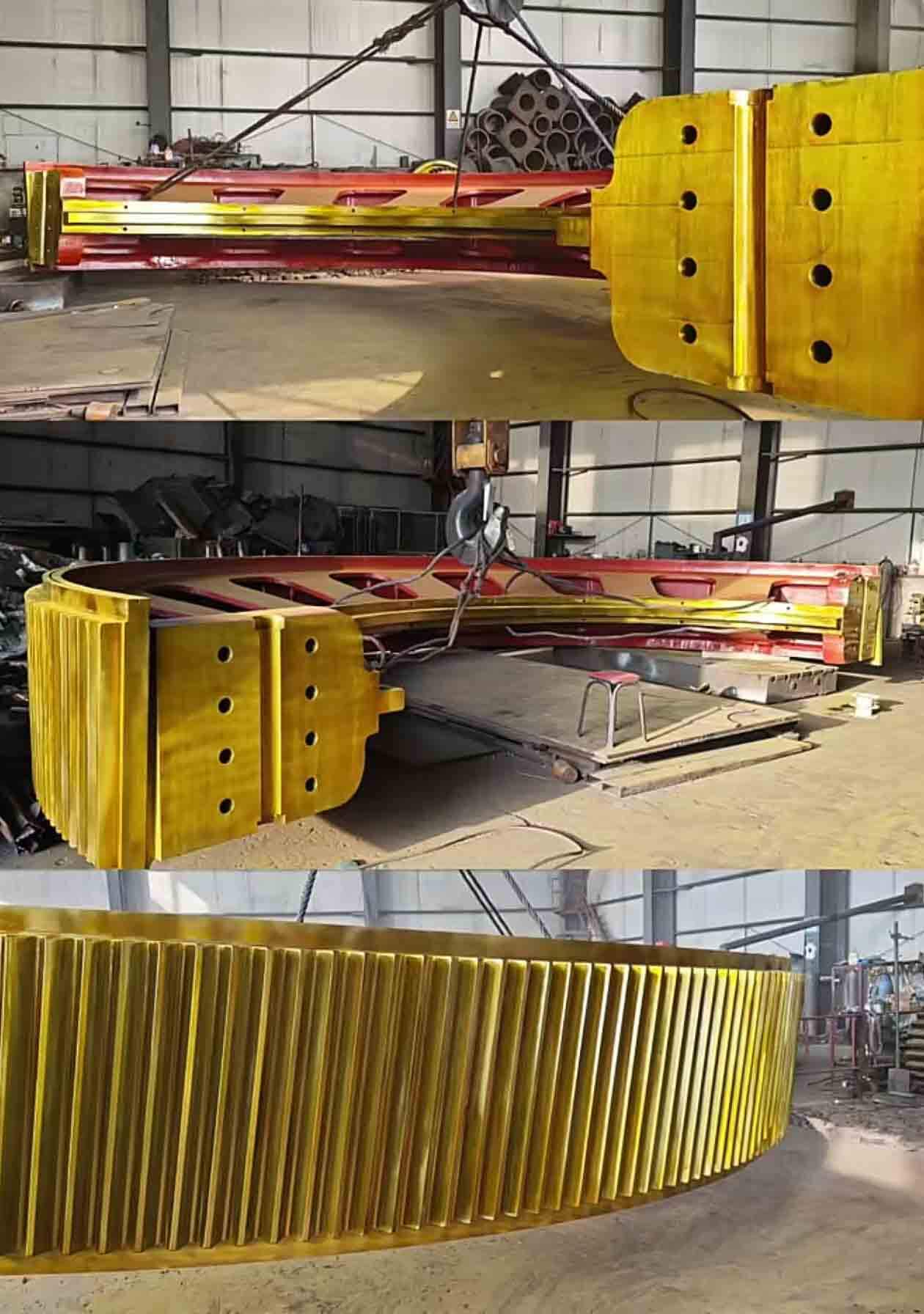
Formowanie na podłodze dla dużych kół zębatych: Dla takich elementów jak koła główne, koła pasowe i koła napinające , formowanie na podłodze nie jest tylko odpowiednie – jest często jedyną możliwą metodą. Proces ten polega na budowaniu formy bezpośrednio na podłodze odlewni, co idealnie nadaje się do obsługi dużych modeli wymaganych przy odlewaniu dużych kół zębatych.
-
Rola piasku kwarcowego: Użycie piasku kwarcowego jako materiału formowego to opłacalne rozwiązanie zapewniające wystarczającą odporność termiczną i przepuszczalność. Ponieważ większość odlewów kół zębatych wymaga znacznej obróbki skrawaniem zębów, otworów oraz powierzchni mocujących, jakość powierzchni odlewu uzyskana za pomocą formy z piasku kwarcowego jest zupełnie wystarczająca. Inwestycja w droższe, wysokoprecyzyjne procesy odlewnicze jest zbędna, gdy końcowe wymiary osiągane są właśnie poprzez obróbkę skrawaniem.
Obróbka cieplna odlewów zębników: zapewnienie wytrzymałości i trwałości
Surowe odlewy posiadają naprężenia wewnętrzne powstałe w procesie chłodzenia. Aby osiągnąć wymagane właściwości metalurgiczne oraz określony czas eksploatacji, precyzyjna obróbka cieplna zębników jest warunkiem koniecznym. Bez odpowiedniej obróbki cieplnej żywotność zębnika może być drastycznie skrócona – wynosić tygodnie lub miesiące.
-
Normalizacja (ulgi naprężeń): Jest to obowiązkowy pierwszy etap dla wszystkich odlewów stalowych. Zębnik jest nagrzewany do określonej temperatury, a następnie chłodzony powietrzem. Proces ten poprawia strukturę ziarnistą i usuwa naprężenia wewnętrzne, tworząc jednorodną mikrostrukturę gotową do obróbki skrawaniem.
-
Wypalanie (annealing) w celu naprawy spawalniczej i poprawy obrabialności: Czasami drobne wady odlewów są usuwane metodą spawania.
-
Wypalanie po spawaniu: Jeśli przeprowadzono spawanie, konieczne jest wykonanie lokalnego lub pełnego wypalenia w celu usunięcia nowych naprężeń wprowadzonych przez proces spawania.
-
Umiękczanie przed frezowaniem zębów: Jeśli koło zębate jest zbyt twarde do frezowania zębów, można przeprowadzić odpuszczanie w celu obniżenia twardości i usunięcia wszelkich miejsc o podwyższonej twardości, zapewniając czyste i dokładne frezowanie zębów.
-
Hartowanie (gaszenie) w celu zwiększenia odporności na zużycie: Po obróbce mechanicznej i frezowaniu zębów zęby koła zębatego należy zahartować, aby wytrzymać zużycie występujące w trakcie eksploatacji.
-
Nasycanie węglem małych kół zębatych: Małe koła zębate są często nasycane węglem – jest to proces utwardzania powierzchniowego, w którym węgiel dyfunduje do warstwy powierzchniowej, po czym następuje gaszenie. Proces ten tworzy twardą, odporną na zużycie warstwę powierzchniową przy jednoczesnym zachowaniu odpornego, plastycznego rdzenia.
-
Hartowanie powierzchniowe / indukcyjne dużych kół głównych: Dla dużych kół głównych hartowanie objętościowe jest niewykonalne. Zamiast tego stosuje się techniki hartowania powierzchniowego, takie jak hartowanie indukcyjne lub płomieniowe, które pozwalają selektywnie zahartować wyłącznie boczne powierzchnie zębów i ich korzenie, zapewniając doskonałą odporność na zużycie bez wpływu na odporność rdzenia koła zębatego.
Stal odlewnicza kontra koła zębate kute: jak wybrać odpowiednią metodę produkcji
Powszechnym pytaniem w zakresie zakupów jest, czy określić zębatkę odlewaną, czy kowaną. Decyzja zależy od zastosowania, budżetu oraz wymagań dotyczących wydajności.
-
Zębatki kowane: Proces kucia tworzy gęstą wewnętrzną strukturę ziarnistą, która przepływa zgodnie z kształtem zęba zębatki. Skutkuje to wyższą wytrzymałością, odpornością na uderzenia oraz niezawodnością. Zębatki kowane są wybierane w najbardziej wymagających warunkach pracy, takich jak przemysł lotniczy, wysokowydajne motocykle i samochody oraz krytyczne zastosowania związane z ciężkimi podnoszeniami. Jednak ta wyższa wydajność wiąże się znacznie wyższymi kosztami, a proces kucia jest często ograniczony do prostszych kształtów i mniejszych rozmiarów.
-
Zębatki odlewane: Proces odlewania zapewnia nieosiągalną swobodę projektowania, w tym złożone geometrie oraz integralne tarcze lub wsporniki. Choć struktura wewnętrzna nie charakteryzuje się tak dużą wytrzymałością kierunkową jak w przypadku wyrobów kutych, nowoczesne techniki odlewania oraz stosowanie stopów pozwalają na uzyskanie odlewane koła zębate ze stali z wystarczającą wytrzymałością dla ogromnej większości standardowych warunków pracy. Główne zalety to niższe koszty narzędzi i możliwość wytwarzania bardzo dużych, złożonych kształtów, których nie dałoby się wykonać metodą kucia lub byłoby to nieuzasadnione pod względem kosztowym.
Podsumowanie: Zakupujący powinni wybrać proces produkcyjny na podstawie analizy kosztów i korzyści. W przypadku standardowych zastosowań przemysłowych odlewane zębniki zapewniają najlepszą wartość. W krytycznych, wysokonaprężonych środowiskach, gdzie awaria jest niedopuszczalna, zębniki kute stanowią konieczne inwestycje.
Dlaczego warto wybrać specjalistyczną hutnię do produkcji odlewów zębników?
Wytwarzanie wysokiej jakości odlewów zębników stanowi złożone wyzwanie. Wymaga ono precyzyjnej kontroli składu chemicznego materiału, bezbłędnego formowania, dokładnej obróbki skrawaniem oraz profesjonalnie dobranych procesów obróbki cieplnej. Objętość zamówień na te specjalistyczne komponenty jest często niewielka, co sprawia, że wiele ogólnych hutni stalowych unika ich produkcji.
Jednak specjalistyczna hutnia z udokumentowaną historią sukcesów, taka jak Dandong Pengxin Machinery , posiada wiedzę ekspercką niezbędną do poruszania się w tych złożonych obszarach. Od małych kół zębatych i kół pośrednich po ogromne koła główne – zdolność kontrolowania każdego etapu procesu, od odlewania na ziemi z użyciem piasku kwarcowego po końcową obróbkę cieplną, zapewnia niezawodny i trwały element.








 Gorące wiadomości
Gorące wiadomości
