Di dunia jentera berat dan pemindahan kuasa, gear keluli yang dicor membentuk tulang belakang kritikal bagi berpuluh-puluh aplikasi industri. Proses pembuatan ini, yang sering dirujuk sebagai pengecoran gear, merupakan kaedah pilihan untuk menghasilkan gear yang tahan lama dan berkekuatan tinggi, dari pinion kecil hingga gear besar yang beratnya mencapai beberapa tan.
Walaupun penempaan merupakan alternatif, pengecoran menawarkan keseimbangan unik dari segi fleksibiliti rekabentuk, kecekapan kos, dan prestasi yang boleh dipercayai dalam keadaan kerja am. Panduan komprehensif ini meneroka secara terperinci proses penghasilan pengecoran gear—mulai daripada pemilihan bahan dan proses pencetakan hingga protokol perlakuan haba penting yang menjamin jangka hayat panjang serta rintangan haus.
Pengecoran gear adalah komponen logam yang dihasilkan dengan menuangkan keluli cair ke dalam acuan. Istilah ini hampir bersinonim dengan gear keluli yang dicor kerana keluli merupakan bahan utama yang digunakan disebabkan sifat mekanikalnya yang sangat baik.
Julat Berat: Kepelbagaian proses pengecoran membolehkan penghasilan gear yang berjisim hanya beberapa kilogram hingga komponen besar yang berjisim lebih daripada satu tan, untuk memenuhi pelbagai keperluan industri.
Komposisi bahan: Pilihan bahan ditentukan oleh kekuatan tegangan yang diperlukan dan keadaan operasi.
Keluli Tuang Berkarbon Tinggi: Ini merupakan bahan piawai bagi banyak gear tujuan am, yang memberikan keseimbangan yang baik antara kekuatan dan kekerasan.
Keluli Alooi (Cr, Ni, Mo): Bagi aplikasi yang memerlukan kekuatan tegangan, ketahanan impak, dan rintangan haus yang lebih tinggi, keluli alooi yang mengandungi unsur-unsur seperti Kromium, Nikel, dan Molibdenum digunakan. Amalan lazim ialah gear yang lebih besar—yang beroperasi pada kelajuan lebih rendah—boleh mempunyai keperluan fizikal yang sedikit lebih rendah berbanding gear kecil berkelajuan tinggi, membolehkan penyesuaian kos bahan secara optimum.
Bagi pengeluaran tuangan keluli bersaiz sederhana hingga besar, proses pembuatan mesti andal dan ekonomikal. Di sinilah pencetakan lantai dengan pasir kuartz menjadi teknik pilihan.
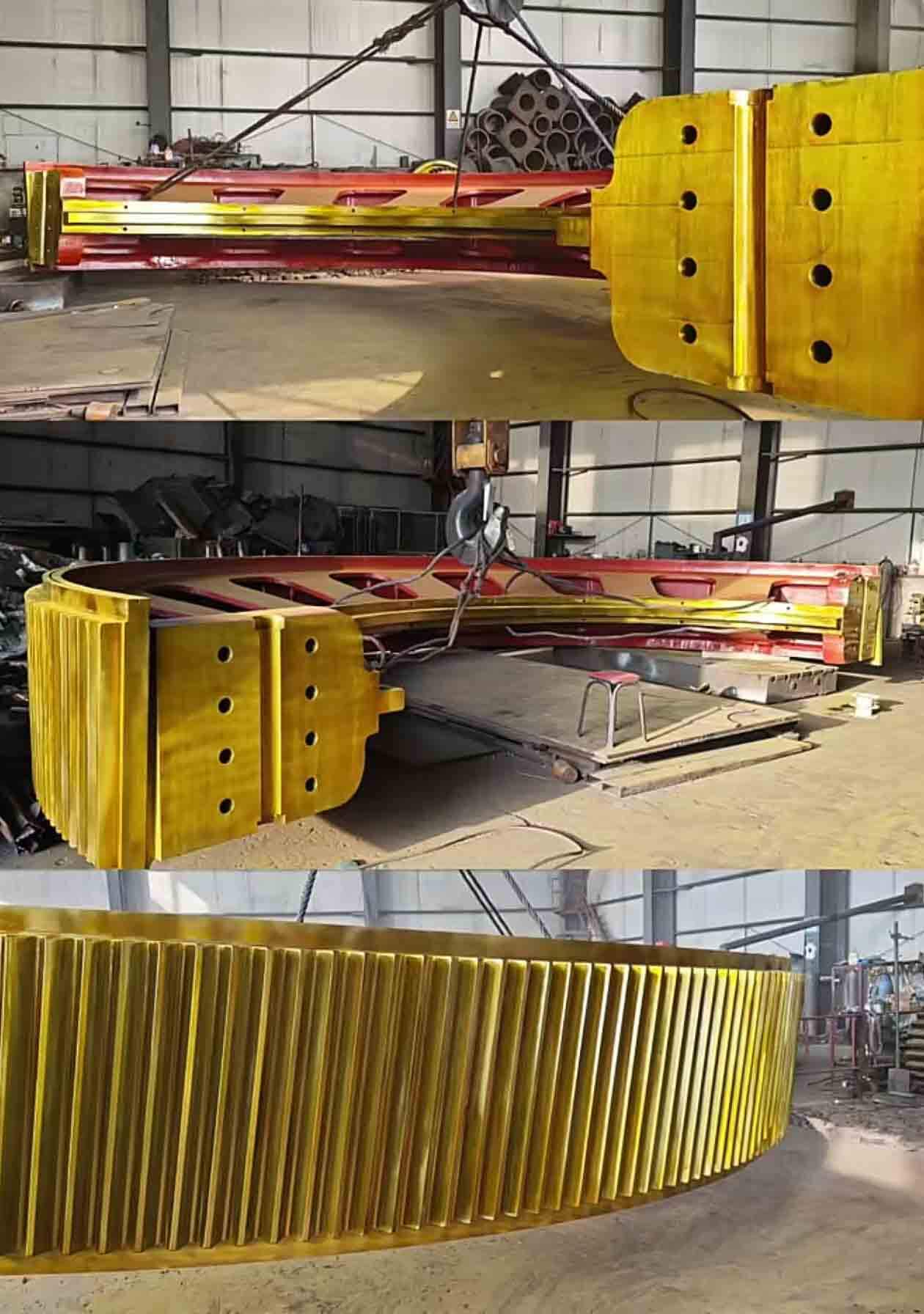
Pencetakan Lantai untuk Gear Besar: Bagi komponen seperti gear induk, gear pinion, dan gear pemutar , pencetakan lantai bukan sahaja sesuai; malah sering kali merupakan satu-satunya kaedah yang boleh dilaksanakan. Proses ini melibatkan pembinaan acuan secara langsung di atas lantai kilang tuangan, yang ideal untuk mengendali acuan bersaiz besar yang diperlukan bagi gear besar.
Peranan Pasir Kuartz: Menggunakan pasir kuartz sebagai bahan pencetakan merupakan penyelesaian yang berkesan dari segi kos serta memberikan ketahanan haba (refractoriness) dan kebolehtelapan (permeability) yang mencukupi. Memandangkan kebanyakan tuangan gear memerlukan pemesinan yang ketara pada gigi, lubang, dan permukaan pemasangan, hasil siap permukaan tuangan daripada acuan pasir kuartz adalah sepenuhnya memadai. Pelaburan dalam proses tuangan berprestasi tinggi yang lebih mahal tidak diperlukan apabila dimensi akhir akan dicapai melalui pemesinan.
Tuangan mentah mempunyai tekanan dalaman akibat proses penyejukan. Untuk mencapai sifat metalurgi dan jangka hayat perkhidmatan yang diperlukan, satu rawatan hablur untuk gear adalah wajib. Tanpa rawatan yang sesuai, jangka hayat gear boleh menjadi sangat pendek, diukur dalam minggu atau bulan.
Normalisasi (Pelupusan Tekanan): Ini adalah langkah pertama wajib bagi semua tuangan keluli. Gear dipanaskan hingga suhu tertentu dan kemudian disejukkan di udara terbuka. Proses ini memperhalus struktur butir dan menghilangkan tekanan dalaman, menghasilkan mikrostruktur yang seragam dan bersedia untuk pemesinan.
Pelanakan untuk Baikian Las dan Kemudahan Pemesinan: Kadangkala, kecacatan tuangan kecil dibaiki melalui pengelasan.
Pelanakan Selepas Pengelasan: Jika pengelasan dilakukan, pelanakan setempat atau penuh adalah perlu untuk melupuskan tekanan baru yang diperkenalkan oleh proses pengelasan.
Pelunakan untuk Penggirian: Jika gear terlalu keras untuk proses penggirian gear, proses anil boleh dijalankan untuk mengurangkan kekerasan dan menghilangkan sebarang kawasan keras, memastikan pemotongan gigi yang bersih dan tepat.
Pengerasan (Penggasan) untuk Rintangan Haus: Selepas pemesinan dan penggirian, gigi gear mesti dihardalkan untuk menahan haus semasa operasi.
Pengkarbonan untuk Gear Kecil: Gear kecil kerap dikarbonkan, iaitu suatu proses pengerasan permukaan di mana karbon direndapkan ke dalam permukaan, diikuti dengan penggasan. Proses ini menghasilkan lapisan luar yang keras dan tahan haus, sambil mengekalkan teras yang kuat dan liat.
Pengerasan Permukaan/Induksi untuk Gear Besar: Bagi gear besar, pengerasan sepenuhnya tidak praktikal. Sebagai gantinya, teknik pengerasan permukaan seperti pengerasan induksi atau pengerasan nyala digunakan untuk mengeras secara pilihan hanya pada sisi dan akar gigi, memberikan rintangan haus yang sangat baik tanpa menjejaskan keteguhan teras gear.
Soalan biasa dalam pengadaan ialah sama ada untuk menentukan gear tuang atau gear tempa. Keputusan ini bergantung kepada aplikasi, bajet, dan keperluan prestasi.
Gear Tempa: Proses penempaan menghasilkan struktur butir dalaman yang padat yang mengalir mengikut bentuk gigi gear. Ini menghasilkan kekuatan, rintangan hentaman, dan kebolehpercayaan yang lebih unggul. Gear tempa dipilih untuk keadaan kerja paling ketat, seperti dalam bidang penerbangan, automotif berprestasi tinggi, dan aplikasi pengangkatan berat kritikal. Namun, prestasi ini datang dengan kos yang jauh lebih tinggi, dan penempaan sering terhad kepada bentuk yang lebih ringkas serta saiz yang lebih kecil.
Gear Tuang: Proses pengecoran membolehkan kebebasan reka bentuk yang tiada tandingannya, termasuk geometri kompleks serta hab dan web bersepadu. Walaupun struktur dalaman tidak sekuat secara arah seperti gear tempa, teknik pengecoran moden dan penggabungan aloi menghasilkan gear keluli yang dicor dengan kekuatan yang lebih daripada mencukupi untuk kebanyakan besar keadaan kerja umum. Kelebihan utamanya ialah kos perkakasan yang lebih rendah dan keupayaan untuk menghasilkan bentuk yang sangat besar dan kompleks yang tidak mungkin atau terlalu mahal untuk ditempa.
Kesimpulan: Pembeli harus memilih proses pembuatan berdasarkan analisis kos-manfaat. Untuk aplikasi industri piawai, gear tuangan menawarkan nilai terbaik. Bagi persekitaran kritikal berstres tinggi di mana kegagalan bukan suatu pilihan, gear tempaan merupakan pelaburan yang perlu.
Menghasilkan tuangan gear berkualiti tinggi merupakan cabaran yang kompleks. Ia memerlukan kawalan teliti terhadap komposisi bahan, pembuatan acuan tanpa cacat, pemesinan tepat, dan rawatan haba yang diaplikasikan secara pakar. Isipadu pesanan bagi komponen khusus ini sering kali kecil, menyebabkan banyak loji tuang keluli umum mengelakkannya.
Namun, sebuah loji tuang khusus dengan rekod prestasi yang terbukti, seperti Dandong Pengxin Machinery , memiliki kepakaran untuk menavigasi kerumitan ini. Dari pinion kecil dan roda gigi perantara hingga gear besar, kemampuan untuk mengawal setiap langkah proses—mulai dari pengecoran lantai menggunakan pasir kuarsa hingga perlakuan haba akhir—memastikan komponen yang boleh dipercayai dan tahan lama.

 Berita Terkini
Berita Terkini2026-05-05
2026-05-02
2026-04-26
2026-04-20
2026-04-14
2026-04-07

Pengxin Machinery di Bandar Dandong ditubuhkan pada tahun 1958, merupakan sebuah syarikat swasta yang menggabungkan pengecoran, pemotongan mesin dan perakitan dalam satu operasi.
WANGJIAPU GROUP, KAMPUNG XINAN, BANDAR QIANYANG, KOTA DONGGANG, BANDAR DANDONG, NEGERI LIAONING, CHINA
Hak Cipta © Dandong City Pengxin Machinery Co., Ltd. Semua Hak Dilindungi Dasar Privasi Blog







