Makina astunen eta potentzia-transmisioaren munduan, gurpil-enborrak hautsizko altzairuzkoak industria-aplikazio askoren oinarri garrantzitsua osatzen dute. Gurpil-enborrak izenarekin ezagutzen da prozesu hori, eta gurpil iraunkorrak eta sendoak ekoizteko aukera hobetsia da, pinio txikietatik hainbat tona pisatzen duten gurpil handietaraino.
Hala ere, forjatzea alternatiba bat da, baina enborratzeak diseinu-flexibilitatea, kostu-eraginkortasuna eta lan-baldintza orokorretarako errendimendu fidagarria uztartzen ditu. Gida oso hau gurpil-enborrak ekoizteko prozesu konplexuak aztertzen ditu: materialen hautaketa eta moldatze-prozesuetatik hasi eta iraunkortasuna eta desgaste-resistentzia bermatzeko beharrezko tratamendu termikoetara arte.
Zer dira gurpil-enborrak? Materialak eta aplikazioak
Gurpil-enborrak altzairu urtua molde batera isurtzen den bitartez ekoizten diren pieza metalikoak dira. Izena ia sinonimoa da gurpil-enborrak hautsizko altzairuzkoak altzairuaren izenarekin,
-
Pisua: Fundizio-prozesuaren aniztasuna gearren ekoizpena baimentzen du, kilogramo gutxi batetik tonelada baten gaineko pieza erraldoietara arte, industria-eskakizun anitzetarako egokituz.
-
Materialen konposizioa: Materialaren aukera beharrezko hedapen-indarraren eta lan-baldintzen arabera finkatzen da.
-
Karbono altuko fundiziozko altzairua: Hau da gear arrunt askorentzako erabiltzen den material estandarra, indar eta gogortasun onen arteko oreka emanez.
-
Lautadura-eranskinak dituen altzairua (Cr, Ni, Mo): Hedapen-indar handiagoa, sendotasuna eta desgaste-resistentzia eskatzen duten aplikazioetarako, kromioa, nikeloa eta molibdenoa bezalako elementuak dituzten lautadura-eranskinak dituen altzairuak erabiltzen dira. Ohiko praktika da abiadura baxuan funtzionatzen duten gear handien behar fisikoak, abiadura altuan funtzionatzen duten gear txikienak baino pixka bat txikiagoak izatea, horrela materialen kostuak optimizatuz.
Gearren fundizio-prozesua: Zergatik da lurreko moldaketa industrian erabiltzen den estandarra
Ertainetik handira arteko altzairuzko pieza iragazkorrak ekoizteko, fabrikazio-prozesua aldi berean fidagarria eta ekonomikoa izan behar da. Hona hemen lurzoruaren gainean egindako moldea, kuartzozko harrigarriarekin aukeratutako teknika bihurtzen dena.
-
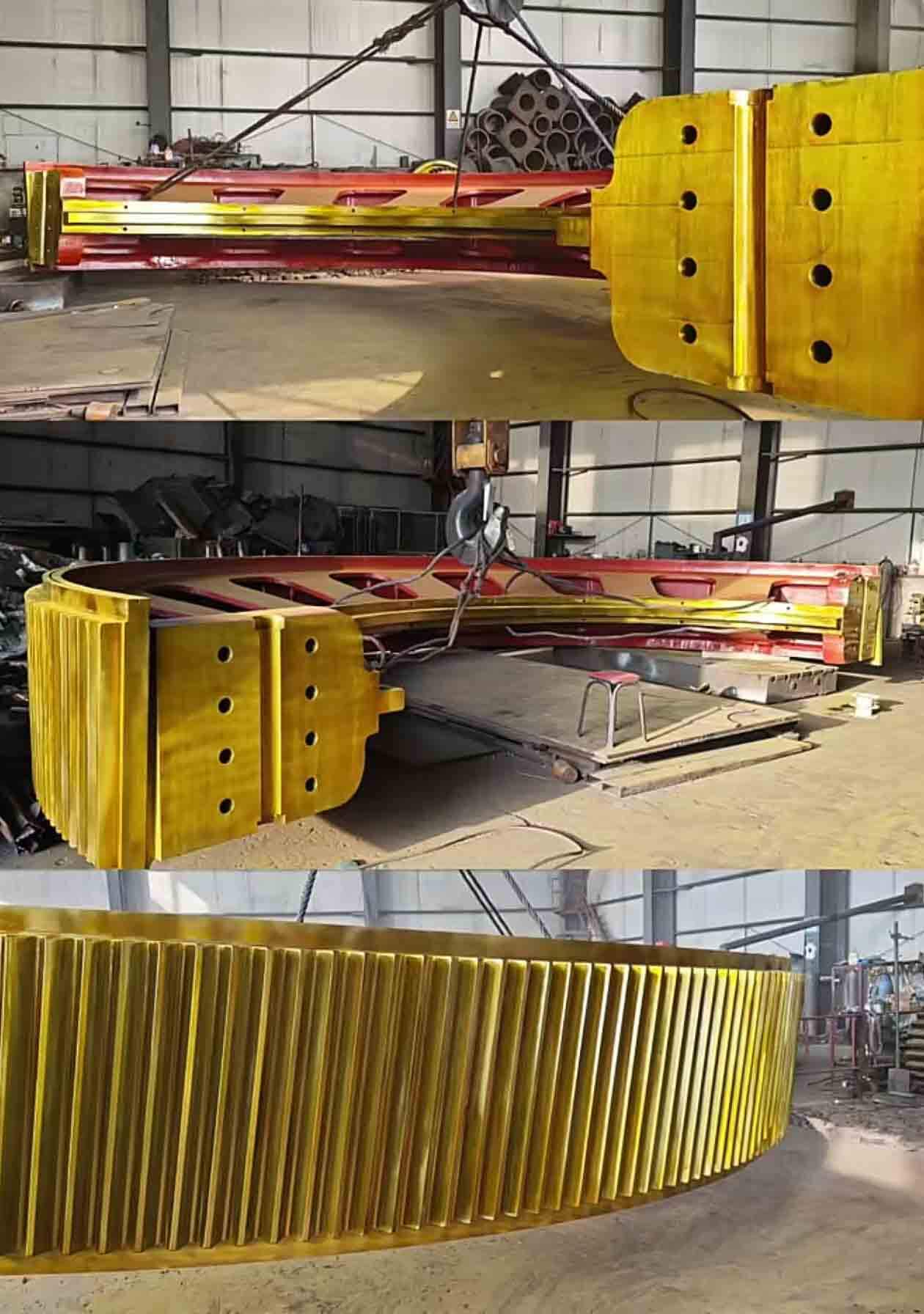
Handiko engranajeen lurzoruaren gainean egindako moldea: Adibidez, engranaje handiak, pinyoiak eta giradoreak , lurzoruaren gainean egindako moldea ez da soilik egokia; maiz, bakarra da erabilgarri den metodoa. Prozesu honek moldea zuzenean iragazte-gelako lurzoruan eraikitzea eskatzen du, eta horrek handiko engranajeen antolamendu handiak kudeatzeko ideala da.
-
Kuartzozko harrigarriaren rola: Moldeatzeko material gisa kuartzozko harrigarria erabiltzea soluzio ekonomikoa da, eta errefraktaritate eta igarotze-ahalmen nahikoak ematen ditu. Gehienetan, engranajeen iragazketa-prozesuetan hortzak, zuloak eta finkatzeko azalerak mekanizatu behar dira, beraz, kuartzozko harrigarriarekin egindako moldean lortutako gainazalaren bukaera-itzalak erabilgarria da. Dimentsio amaierakoak mekanizazio bidez lortuko direnean, prozesu iragazkorrak zehatzagoak eta garestiagoak izatea ez da beharrezkoa.
Gurpilen fundizioen berotze-tratamendua: Sendotasuna eta iraunkortasuna bermatzea
Fundizio gordinak hozte-prozesuaren ondorioz barne-tentsioak dituzte. Beharrezko propietate metalurgikoak eta zerbitzu-bidea lortzeko, gurpilei aplikatutako berotze-tratamendu zehatza gurpilei aplikatutako berotze-tratamendua ezinbestekoa da. Tratamendu egoki gabe, gurpil baten bizitza-iraupena asko laburtu daiteke, asteetan edo hilabetetan neurtzen dena.
-
Normalizazioa (tentsioen kentzea): Hau altzairuzko fundizio guztientzat beharrezko lehen urratsa da. Gurpila tenperatura zehatz batera berotzen da eta gero airean hozten da. Prozesu honek grainu-egitura findu eta barne-tentsioak ezabatu egiten ditu, mekanizatzeko prest dagoen mikroegitura uniformea sortuz.
-
Soldadura-berrigarrapenetarako eta mekanizagarritasunerako annealak: Batzean, fundizio txiki batzuk soldadura bidez konpondu behar dira.
-
Soldadura osteko anneala: Soldadura egin bada, soldadura-prozesuak sartutako tentsio berriak kentzeko, leku-zehatzeko edo osoaren arteko anneal bat beharrezkoa da.
-
Hobbing-eko lehunera: Gurpila hobbing-prozesuarentzat gehiegi gogorra bada, lehunera egin daiteke gogortasuna murrizteko eta gogorragoak diren puntu guztiak ezabatzeko, hortzak garbi eta zehatz moztea bermatzeko.
-
Desgaitzea (berotzea) erabilgarritasunaren kontra: Mekanizazioa eta hobbing-a eginda, gurpilaren hortzak desgaitu behar dira erabilgarritasunaren kontra jasan ahal izateko.
-
Txikien gurpilen karburizazioa: Gurpil txikiagoak ohikoan karburizatzen dira: gainazalaren gogortze-prozesu bat da, non karbonoa gainazalera difunditzen da, eta ondoren berotzen da. Horrek kanpoko geruza gogor eta erabilgarritasunaren kontra erresistentea sortzen du, aldi berean nukleoa sendoa eta malgua mantenduz.
-
Gurpil handien gainazal-berotzea / indukzio-berotzea: Gurpil handietan, osorik gogortzea ez da praktikoa. Horren ordez, indukziozko edo suzko berotzea bezalako gainazal-gogortze teknikak erabiltzen dira, hortzaren alde eta erroa soilik hautaz gogortzeko, erabilgarritasunaren kontra erresistentzia bikaina lortuz, baina gurpilaren nukleuko sendotasuna ez kaltetuz.
Altzairuzko iragazkia vs. forjatutako gurpilak: Zein fabrikazio-prozesu aukeratu behar den
Erosketetan ohiko galdera da gurpila iragazia edo forjatua zehaztea erabakitzea. Erabakia aplikazioan, aurrekontuan eta errendimendu-aldagaietan oinarritzen da.
-
Forjatutako gurpilak: Forjaketa-prozesuak gurpilaren hortzaren forma jarraitzen duen barne-grano-egitura dentsua sortzen du. Horrek indar handiagoa, talka-erresistentzia hobea eta fidagarritasun handiagoa ematen du. Forjatutako gurpilak aire-espazioan, automobilgintza altu-errendimendukoan eta kargak jasateko aplikazio garrantzitsuetan bezalako baldintza zorrotzenetan erabiltzen dira. Hala ere, errendimendu hori kostu askoz handiagoan datza, eta forjaketa, normalean, forma sinpleagoetan eta tamaina txikiagotan mugatuta dago.
-
Irudizko gurpilak: Irudizketa-prozesuak diseinu-askatasun ezin hobea ahalbidetzen du, geometria konplexuak eta gurpilaren zati integratuak, hala nola gurpil-buruak edo sareak, barne hartuz. Barne-egitura ez da forjaketaren antzeko norabidezko indarra duena, baina irudizketa-modernoek eta aleazio-teknikak sortutako gurpil-enborrak hautsizko altzairuzkoak indar nahikoa duen gehiengoa da, jarduera orokor guztien gehiengoa egiteko. Abantaila nagusiak tresneriaren kostu baxuagoa eta forma handi eta konplexu osoak egin ahal izatea dira, eta horiek ezin dira forjar edo forjatzeko kostua asko gorako izango litzateke.
Itxaron: Erosleek prozesu fabrikatzailea kostu-erabilgarritasunaren azterketa bat oinarritzat hartu beharko dute. Aplikazio industrial arruntetarako, gear iragazteak balio onena eskaintzen dute. Hala ere, kritikoak diren, tentsio handiko inguruneetan, non huts egitea ezin dela onartu, gear forjatuak inbertsio beharrezkoa da.
Zergatik hautatu gear iragazteak egiteko fundizio berezi bat?
Gear iragazte kalitate handikoak eginak izatea zailtasun konplexua da. Materialaren kimika kontrol zehatza, moldaketa akatsgabea, mekanizazio zehatza eta berotze-tratamendu espezializatua aplikatzea beharrezkoak dira. Osagai berezien eskaera-bolumena maiz txikia da, eta horregatik, altzairuzko fundizio orokorrak askotan ekiditen dituzte.
Hala ere, errealitate probatua duen fundizio berezi batek, adibidez Dandong Pengxin Machinery , du adituaren gaitasuna konplexutasun hauek zeharkatzeko. Txikien pinoi eta idlerretatik hasi eta handien bull gear-eraino, prozesuaren edozein urratsetan kontrola izateko gaitasuna—quartz harena erabiliz lurrean moldatzeatik bukaerako berotze-tratamendura—osagai fidagarri eta iraunkor bat lortzeko bermatzen du.








 Albiste Berriak
Albiste Berriak
