В мире тяжелой техники и передачи мощности литые стальные зубчатые колеса составляют критически важную основу бесчисленного множества промышленных применений. Часто этот производственный процесс называют литьем зубчатых колес — он является предпочтительным методом изготовления прочных, высокопрочных зубчатых колес, варьирующихся по размеру от небольших шестерен до массивных крупногабаритных колес весом в несколько тонн.
Хотя альтернативой может служить ковка, литье обеспечивает уникальное сочетание гибкости конструирования, экономической эффективности и надежной эксплуатационной надежности в условиях обычной работы. В этом подробном руководстве рассматриваются все аспекты производства литых зубчатых колес — от выбора материалов и литейных процессов до обязательных режимов термической обработки, обеспечивающих длительный срок службы и износостойкость.
Что такое литые зубчатые колеса? Материалы и области применения
Литые зубчатые колеса — это металлические детали, получаемые заливкой расплавленной стали в форму. Этот термин практически синонимичен литые стальные зубчатые колеса поскольку сталь является преобладающим материалом благодаря своим превосходным механическим свойствам.
-
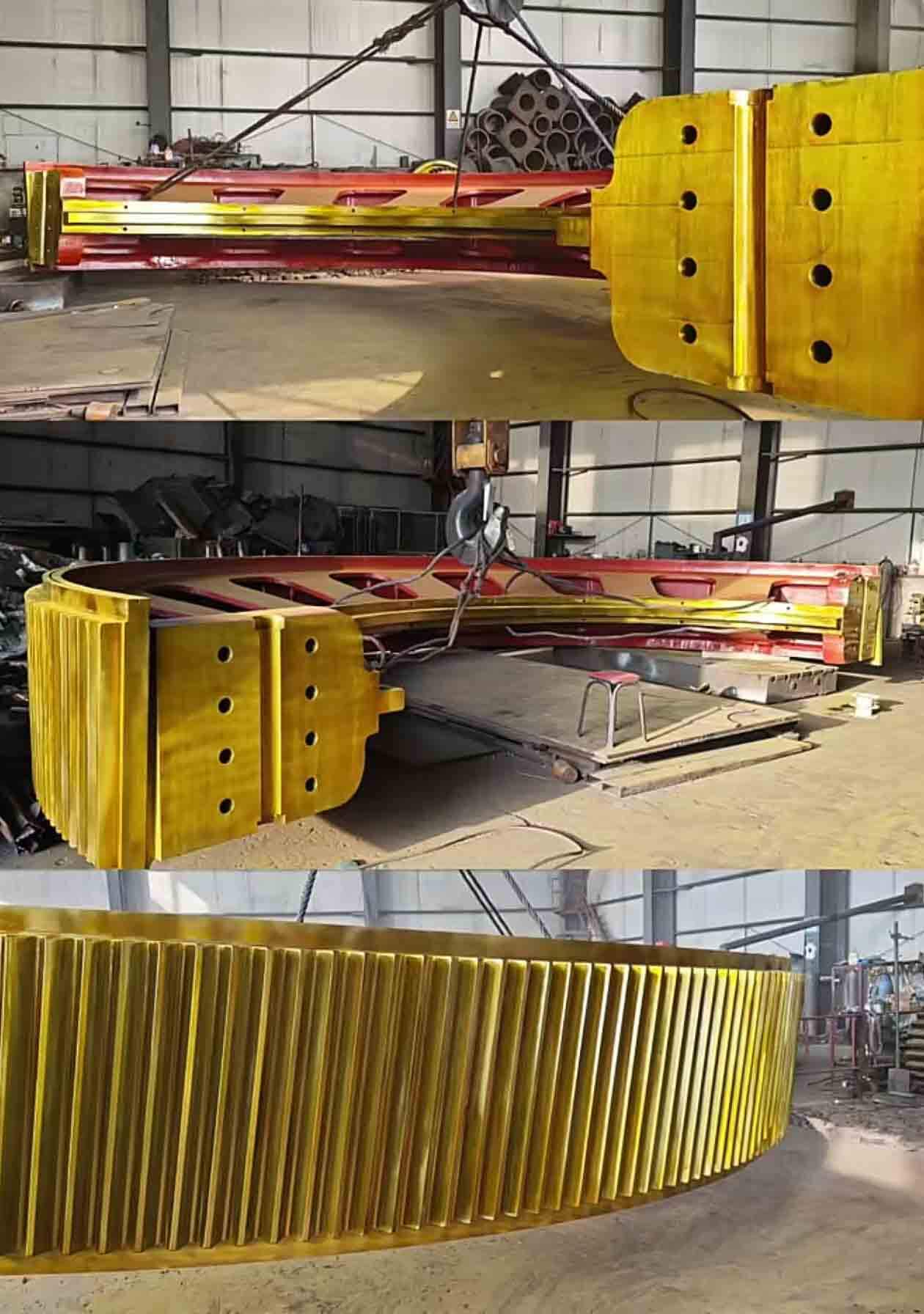
Диапазон веса: Многофункциональность процесса литья позволяет изготавливать зубчатые колёса массой от нескольких килограммов до массивных деталей весом более тонны, что удовлетворяет разнообразные промышленные потребности.
-
Материальный состав: Выбор материала определяется требуемой прочностью на растяжение и условиями эксплуатации.
-
Литая сталь с высоким содержанием углерода: Это стандартный материал для многих зубчатых колёс общего назначения, обеспечивающий хорошее соотношение прочности и твёрдости.
-
Легированная сталь (Cr, Ni, Mo): Для применений, требующих повышенной прочности на растяжение, ударной вязкости и износостойкости, используются легированные стали, содержащие такие элементы, как хром, никель и молибден. Распространённой практикой является то, что для крупногабаритных зубчатых колёс, работающих на пониженных скоростях, предъявляются несколько меньшие требования к физическим характеристикам по сравнению с небольшими зубчатыми колёсами, работающими на высоких скоростях, что позволяет оптимизировать затраты на материалы.
Процесс литья зубчатых колёс: почему напольное формование является отраслевым стандартом
Для производства средних и крупных стальных отливок технологический процесс должен быть одновременно надёжным и экономичным. Именно здесь напольное формовка с использованием кварцевого песка становится предпочтительным методом.
-
Напольная формовка для крупных зубчатых колёс: Для таких компонентов, как венцовые колёса, шестерни и промежуточные шестерни , напольная формовка подходит не просто хорошо — зачастую это единственный жизнеспособный метод. Данный процесс предусматривает изготовление формы непосредственно на полу литейного цеха, что идеально подходит для работы с крупными моделями, требуемыми при литье больших зубчатых колёс.
-
Роль кварцевого песка: Использование кварцевого песка в качестве формовочного материала представляет собой экономически выгодное решение, обеспечивающее достаточную огнеупорность и газопроницаемость. Поскольку большинство отливок зубчатых колёс требуют значительной механической обработки зубьев, отверстий и посадочных поверхностей, качество поверхности «из-литейной формы», получаемое при использовании кварцевого песка, является вполне удовлетворительным. Инвестиции в более дорогостоящие высокоточные процессы литья излишни, если окончательные размеры достигаются путём последующей механической обработки.
Термическая обработка литых зубчатых колес: обеспечение прочности и долговечности
Сырые отливки содержат внутренние напряжения, возникающие в процессе охлаждения. Чтобы достичь требуемых металлургических свойств и срока службы, точная термообработка зубчатых колёс является обязательной. Без надлежащей обработки срок службы зубчатого колеса может быть резко сокращён — до нескольких недель или месяцев.
-
Нормализация (снятие напряжений): Это обязательный первый этап для всех стальных отливок. Зубчатое колесо нагревают до определённой температуры, а затем охлаждают на воздухе. Данный процесс улучшает зернистую структуру и устраняет внутренние напряжения, формируя однородную микроструктуру, пригодную для механической обработки.
-
Отжиг для сварочного ремонта и обрабатываемости: Иногда незначительные литейные дефекты устраняются посредством сварки.
-
Послесварочный отжиг: Если выполняется сварка, необходим локальный или полный отжиг для снятия напряжений, возникших в процессе сварки.
-
Смягчение для нарезания зубчатых колёс: Если зубчатое колесо слишком твёрдое для процесса нарезания зубьев фрезой, может быть выполнена отжиговая обработка для снижения твёрдости и устранения любых участков повышенной твёрдости, что обеспечивает чистое и точное нарезание зубьев.
-
Закалка для повышения износостойкости: После механической обработки и нарезания зубьев зубчатое колесо необходимо закалить, чтобы обеспечить его стойкость к эксплуатационному износу.
-
Цементация мелких зубчатых колёс: Мелкие зубчатые колёса часто подвергаются цементации — процессу поверхностной закалки, при котором углерод диффундирует в поверхность детали с последующей закалкой. В результате формируется твёрдый, износостойкий поверхностный слой при сохранении вязкого и прочного сердечника.
-
Поверхностная (индукционная) закалка крупных ведомых колёс: Для крупных ведомых колёс объёмная закалка непрактична. Вместо неё применяются методы поверхностной закалки, например индукционная или пламенная закалка, позволяющие локально упрочнить только боковую поверхность и основание зуба, обеспечивая превосходную износостойкость без ухудшения ударной вязкости сердечника колеса.
Литые стальные и штампованные зубчатые колёса: как выбрать правильный способ изготовления
Распространённый вопрос в сфере закупок — следует ли указывать литую или кованую шестерню. Решение зависит от области применения, бюджета и требований к эксплуатационным характеристикам.
-
Кованые шестерни: Процесс ковки создаёт плотную внутреннюю зернистую структуру, ориентированную по контуру зуба шестерни. Это обеспечивает превосходную прочность, ударную вязкость и надёжность. Кованые шестерни выбирают для самых жёстких условий эксплуатации, например, в аэрокосмической отрасли, высокопроизводительных автомобильных системах и критически важных тяжёлых подъёмных механизмах. Однако такая производительность достигается за значительно более высокую цену, а ковка часто ограничена простыми формами и небольшими размерами.
-
Литые шестерни: Процесс литья обеспечивает беспрецедентную свободу проектирования, включая сложные геометрические формы, а также интегрированные ступицы или решётчатые диски. Хотя внутренняя структура не обладает такой же направленной прочностью, как у кованых изделий, современные литейные технологии и легирование позволяют получать литые стальные зубчатые колеса с более чем достаточной прочностью для подавляющего большинства общих условий эксплуатации. Основные преимущества — более низкие затраты на оснастку и возможность производства очень крупных и сложных по форме деталей, которые невозможно или чрезвычайно дорого изготовить методом ковки.
Вывод: Покупатели должны выбирать производственный процесс на основе анализа «затраты — эффективность». Для стандартных промышленных применений литые зубчатые колёса обеспечивают наилучшее соотношение цены и качества. В критически важных условиях высоких нагрузок, где недопустимы какие-либо отказы, кованые зубчатые колёса являются обязательной инвестицией.
Почему следует выбирать специализированный литейный цех для литья зубчатых колёс?
Производство высококачественных литых зубчатых колёс представляет собой сложную задачу. Оно требует тщательного контроля химического состава материала, бездефектного формовочного процесса, точной механической обработки и грамотно выполненной термообработки. Объёмы заказов на такие специализированные компоненты зачастую невелики, поэтому многие универсальные сталелитейные заводы избегают их производства.
Однако специализированный литейный цех с подтверждённой репутацией, например, Dandong Pengxin Machinery , обладает необходимой экспертизой для решения этих сложных задач. От небольших шестерёнок и промежуточных шестерён до массивных крупногабаритных зубчатых колёс способность контролировать каждый этап процесса — от формовки на полу с использованием кварцевого песка до окончательной термообработки — гарантирует надёжность и длительный срок службы компонента.








 Горячие новости
Горячие новости
