
重機および動力伝達の世界において、 鋳鋼ギア は、数多くの産業用途における重要な基盤を構成しています。一般的に「ギア鋳造」と呼ばれるこの製造プロセスは、小型のピニオンから数トンに及ぶ大型ブローギアに至るまで、耐久性と高強度を備えたギアを生産するための最も好まれる方法です。
鍛造も代替手段ではありますが、鋳造は設計の自由度、コスト効率、および一般作業条件における信頼性の高い性能という点で、独自のバランスを実現します。本包括的ガイドでは、材質選定や鋳型製作工程から、長寿命および耐摩耗性を確保するための必須熱処理プロトコルに至るまで、ギア鋳造品の製造に関する詳細を解説します。
ギア鋳造品とは、溶融した鋼を金型に流し込んで製造される金属部品です。「ギア鋳造」という用語は、ほぼ 鋳鋼ギア と同義であり、これは鋼が優れた機械的特性を持つため、圧倒的に主流の材料となっているからです。
体重範囲: 鋳造プロセスの多様性により、数キログラムから1トンを超える大型部品に至るまで、さまざまなサイズのギアを製造することが可能であり、多様な産業ニーズに対応しています。
材料の組成: 材料の選択は、必要な引張強さおよび使用条件によって決定されます。
高炭素鋳鋼: これは、多くの汎用ギアに用いられる標準的な材料であり、強度と硬度のバランスが良好です。
合金鋼(Cr、Ni、Mo): より高い引張強さ、靭性および耐摩耗性が要求される用途では、クロム、ニッケル、モリブデンなどの元素を含む合金鋼が使用されます。一般的に、低速で動作する大型ギアは、高速で動作する小型ギアと比較して物理的要件がやや低く設定されることが多く、これにより材料コストの最適化が図られます。
中~大型の鋼製鋳物の製造において、製造工程は信頼性と経済性の両方を兼ね備えていなければなりません。このような要件を満たす手法として、 床面造型(クォーツ砂を用いた造型) が最も適した技術となります。
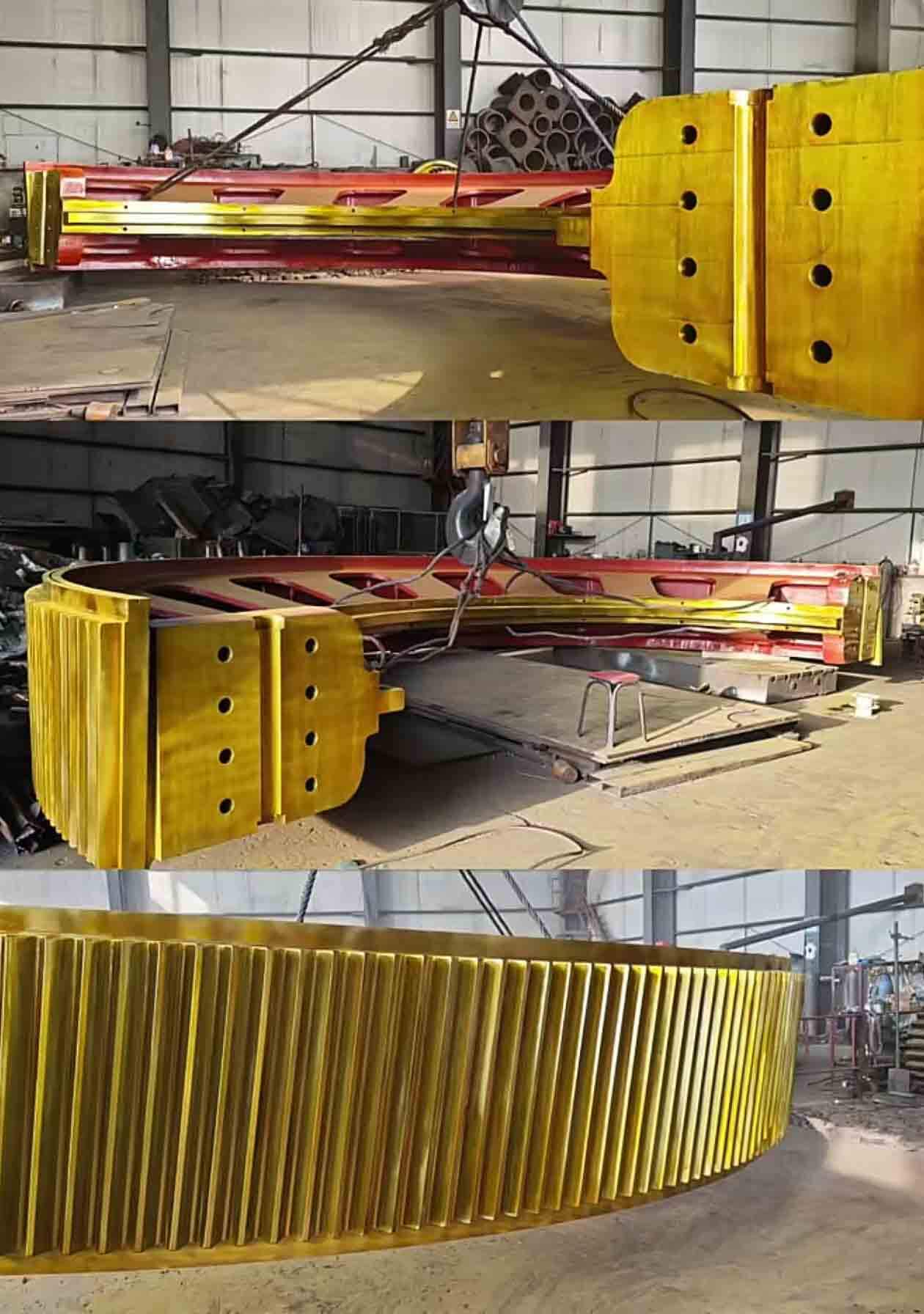
大型ギアへの床面造型: 以下のような部品、すなわち ブローギア、ピニオン、アイドラー に対しては、床面造型が単に「適用可能」であるというレベルを超え、むしろ「唯一実行可能な手法」である場合がほとんどです。この工程では、大型ギアに必要な大規模なパターンを扱うために、型を直接鋳造場の床面上で構築します。
クォーツ砂の役割: 造型材としてクォーツ砂を用いることは、耐火性および通気性を十分に確保しつつ、コスト効率の高い解決策です。ほとんどのギア鋳物では、歯面、内径、取付面などに大幅な機械加工が必要となるため、クォーツ砂型による鋳造表面粗さは十分に実用的です。最終的な寸法は機械加工によって得られることが確実である以上、より高価で高精度な鋳造工程に投資する必要はありません。
生鋳物には、冷却工程から生じる内部応力が存在します。所定の金属組織的特性および使用寿命を達成するためには、正確な ギア用熱処理 が不可欠です。適切な処理が施されない場合、ギアの寿命は著しく短縮され、数週間または数か月で終了してしまう可能性があります。
正火(応力除去): これはすべての鋼製鋳物に対して必須の最初の工程です。ギアを所定の温度まで加熱した後、空冷します。この工程により、結晶粒構造が微細化され、内部応力が除去され、機械加工に適した均一な微細組織が得られます。
溶接修理および切削加工性向上のための焼鈍: 場合によっては、軽微な鋳造欠陥が溶接によって修復されます。
溶接後の焼鈍: 溶接が実施された場合、溶接工程によって新たに導入された応力を除去するために、局所的または全体的な焼鈍処理が必要です。
歯切り加工のための軟化処理: ギアの硬度が歯切り加工(ホブビング)に適さない場合、焼鈍処理を実施して硬度を低下させ、硬質部(ハードスポット)を除去することで、清潔で正確な歯形切削を確保します。
耐摩耗性向上のための硬化(焼入れ): 機械加工および歯切り加工後、ギア歯面は実際の使用中に生じる摩耗に耐えられるよう硬化処理を施す必要があります。
小型ギアのための浸炭処理: 小型ギアでは、通常、浸炭処理が採用されます。これは表面硬化処理の一種であり、鋼材表面に炭素を拡散させた後に焼入れを行うことで、硬く耐摩耗性の高い表層と、靭性・延性に富んだ強靭な心部を同時に得るプロセスです。
大型ブローギアのための表面/高周波焼入れ: 大型ブローギアでは、全体を均一に硬化させる「完全硬化(スルーハードニング)」は実用的ではありません。代わりに、高周波焼入れや炎焼入れなどの表面硬化技術を用いて、歯面および歯元のみを局所的に硬化させることで、ギア心部の靭性を損なうことなく優れた耐摩耗性を実現します。
調達においてよく問われる質問の一つは、鋳造ギアと鍛造ギアのどちらを仕様として指定するかという点です。この判断は、用途、予算、および性能要件に大きく依存します。
鍛造ギア: 鍛造工程では、ギア歯の形状に沿って流れる緻密な内部結晶粒構造が形成されます。これにより、優れた強度、衝撃抵抗性、信頼性が得られます。鍛造ギアは、航空宇宙分野、高性能自動車、および重要な重機用リフティング装置など、最も厳しい作業条件で使用されることが多く、その性能は非常に高い一方で、コストも大幅に高くなります。また、鍛造は通常、比較的単純な形状や小~中サイズの部品に限られます。
鋳造ギア: 鋳造工程では、複雑な幾何形状や一体型ハブ・ウェブなど、比類ない設計自由度が得られます。内部構造は鍛造品ほど方向性のある強度を持ちませんが、現代の鋳造技術および合金化によって、 鋳鋼ギア 大多数の一般的な作業条件において、十分以上に耐えられる強度を備えています。主な利点は、金型コストが低く、鍛造では不可能または極めて高価となるような非常に大型で複雑な形状を製造できることです。
結論: 購入者は、費用対効果分析に基づいて製造プロセスを選定すべきです。標準的な産業用途には、鋳造ギアが最もコストパフォーマンスに優れています。一方、故障が許されないような重要かつ高応力環境では、鍛造ギアが不可欠な投資となります。
高品質なギア鋳造品の製造は、極めて複雑な課題です。これには、材料化学組成の厳密な制御、欠陥のない型作り、高精度な機械加工、および専門的に行われる熱処理が不可欠です。こうした特殊部品の発注数量は通常小規模であるため、多くの汎用鋼鋳造所では受注を避けているのが実情です。
しかし、実績のある特化型鋳造所、例えば Dandong Pengxin Machinery 、こうした複雑な課題に対処する専門知識を有しています。小型のピニオンやアイドラーから大型のブルギアまで、シリカ砂を用いた床型造形から最終的な熱処理に至るまでの工程のすべてを確実に制御することで、信頼性が高く長寿命の部品を実現します。

 最新ニュース
最新ニュース2026-05-05
2026-05-02
2026-04-26
2026-04-20
2026-04-14
2026-04-07
丹東市澎信機械は1958年に設立され、鋳造、機械加工、組立を一体化した民間企業です。
著作権 © 丹東市澎欣機械有限公司。すべての権利は留保されています。 プライバシーポリシー ブログ







