در دنیای ماشینآلات سنگین و انتقال توان، چرخدندههای ریختهگریشده از فولاد ستون فقرات حیاتی بیشمار کاربرد صنعتی را تشکیل میدهند. این فرآیند تولید که اغلب به نام ریختهگری چرخدنده شناخته میشود، روش ترجیحی برای ساخت چرخدندههای بادوام و پرقدرت — از چرخدندههای کوچک پینیون تا چرخدندههای غولپیکر با وزن چند تن — است.
هرچند کُربنکاری (فورجینگ) روش جایگزینی است، اما ریختهگری ترکیب منحصربهفردی از انعطافپذیری طراحی، کارایی هزینهای و عملکرد قابلاطمینان را برای شرایط کار عمومی ارائه میدهد. این راهنمای جامع به بررسی جزئیات تولید چرخدندههای ریختهگری — از انتخاب مواد و فرآیندهای قالبگیری تا پروتکلهای ضروری عملیات حرارتی که عمر طولانی و مقاومت در برابر سایش را تضمین میکنند — میپردازد.
چرخدندههای ریختهگری قطعات فلزی هستند که با ریختن فولاد مذاب درون یک قالب تولید میشوند. این اصطلاح تقریباً مترادف با چرخدندههای ریختهگریشده از فولاد است، زیرا فولاد به دلیل خواص مکانیکی عالیاش، متداولترین مادهٔ مورد استفاده است.
محدوده وزن: انعطافپذیری فرآیند ریختهگری امکان تولید چرخدندهها را از چند کیلوگرم تا اجزای عظیمی با وزن بیش از یک تن فراهم میکند و نیازهای صنعتی متنوعی را برآورده میسازد.
ترکیب مواد: انتخاب ماده توسط استحکام کششی مورد نیاز و شرایط کار تعیین میشود.
فولاد ریختهگری با کربن بالا: این ماده استاندارد برای بسیاری از چرخدندههای عمومی است و ترکیب مناسبی از استحکام و سختی را ارائه میدهد.
فولاد آلیاژی (Cr، Ni، Mo): برای کاربردهایی که استحکام کششی بالاتر، شکلپذیری و مقاومت در برابر سایش بیشتری را میطلبد، از فولادهای آلیاژی حاوی عناصری مانند کروم، نیکل و مولیبدن استفاده میشود. رایج است که چرخدندههای بزرگتر که با سرعت پایینتری کار میکنند، نسبت به چرخدندههای کوچکتر و پرسرعت، نیازهای فیزیکی کمی پایینتری داشته باشند؛ این امر امکان بهینهسازی هزینههای ماده را فراهم میکند.
برای تولید قطعات ریختهگری فولادی متوسط تا بزرگ، فرآیند تولید باید هم قابل اعتماد و هم اقتصادی باشد. در اینجا است که قالبگیری روی کف کارخانه با شن کوارتز به عنوان روش انتخابی مطرح میشود.
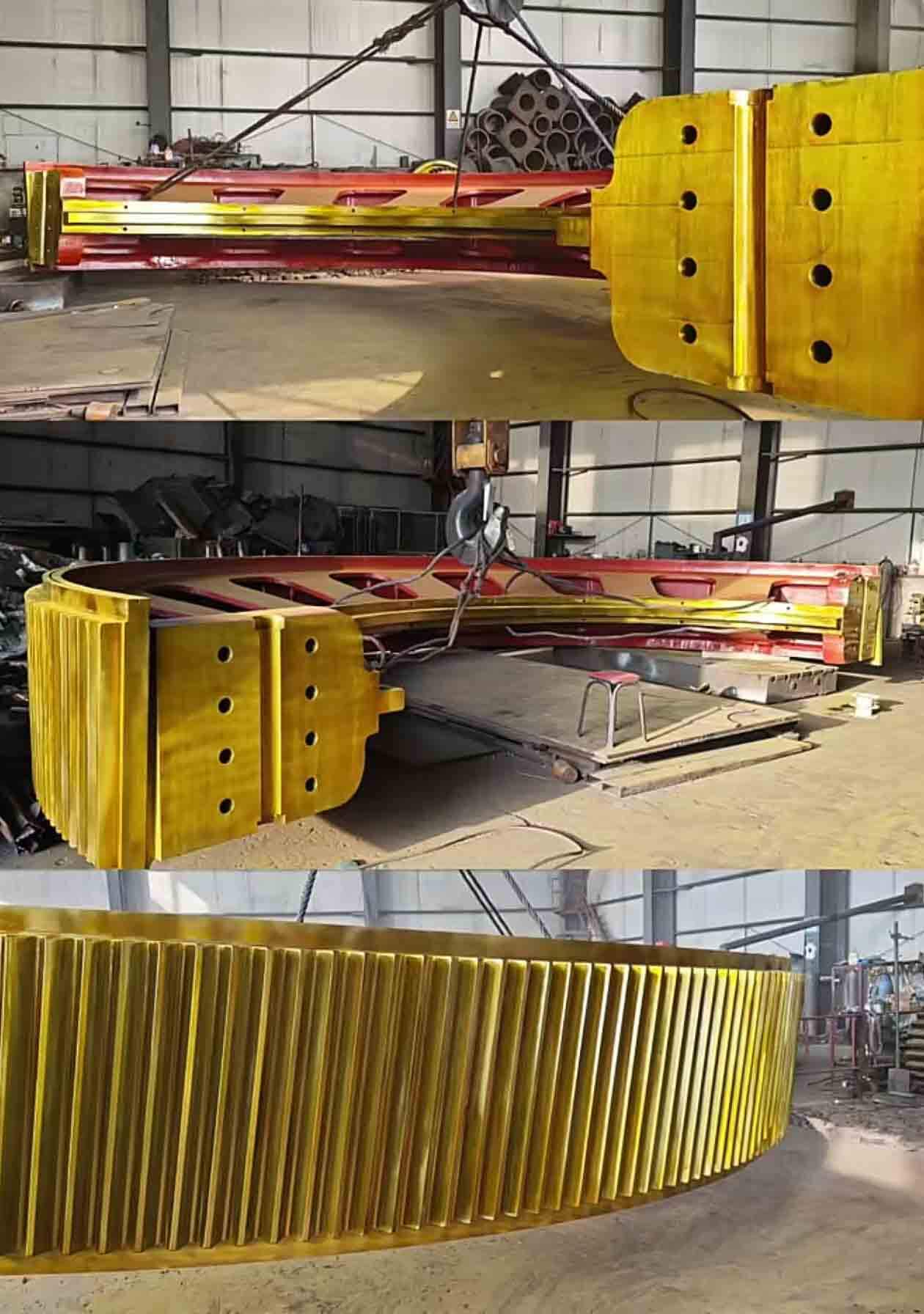
قالبگیری روی کف کارخانه برای چرخدندههای بزرگ: برای اجزایی مانند چرخدندههای اصلی، چرخدندههای پینیون و چرخدندههای راهنما ، قالبگیری روی کف کارخانه نهتنها مناسب است، بلکه اغلب تنها روش اجرایی ممکن محسوب میشود. این فرآیند شامل ساخت مستقیم قالب روی کف کارخانه ریختهگری است که برای مدیریت الگوهای بزرگ مورد نیاز چرخدندههای بزرگ ایدهآل میباشد.
نقش شن کوارتز: استفاده از شن کوارتز بهعنوان ماده قالبگیری راهحلی مقرونبهصرفه است که مقاومت حرارتی (رفرکتوری) و نفوذپذیری کافی را فراهم میکند. از آنجا که اکثر ریختهگریهای چرخدنده نیازمند ماشینکاری قابل توجهی روی دندانهها، سوراخها و سطوح نصب هستند، کیفیت سطحی حاصل از ریختهگری در قالب شن کوارتز کاملاً کافی است. سرمایهگذاری در فرآیندهای ریختهگری پرهزینهتر و با دقت بالاتر زمانی که ابعاد نهایی از طریق ماشینکاری حاصل میشوند، ضروری نیست.
ریختهگریهای خام دارای تنشهای داخلی ناشی از فرآیند سرد شدن هستند. برای دستیابی به خواص متالورژیکی مورد نیاز و طول عمر مطلوب، انجام یک پردازش حرارتی دقیق برای چرخدندهها اجتنابناپذیر است. در صورت عدم انجام مناسب این پردازش، عمر چرخدنده ممکن است بهطور چشمگیری کوتاه شده و تنها به چند هفته یا چند ماه برسد. پردازش حرارتی برای چرخدندهها در صورت عدم انجام مناسب این پردازش، عمر چرخدنده ممکن است بهطور چشمگیری کوتاه شده و تنها به چند هفته یا چند ماه برسد.
نرمالسازی (آزادسازی تنش): این اولین مرحله اجباری برای تمام ریختهگریهای فولادی است. چرخدنده تا دمای مشخصی گرم شده و سپس در هوای آزاد سرد میشود. این فرآیند ساختار دانهها را ظریفتر کرده و تنشهای داخلی را از بین میبرد و ساختار ریز بلوری یکنواختی را ایجاد میکند که آماده ماشینکاری است.
بازپخت برای تعمیرات جوشکاری و قابلیت ماشینکاری: گاهی اوقات عیوب جزئی ریختهگری با استفاده از جوشکاری تعمیر میشوند.
بازپخت پس از جوشکاری: در صورت انجام جوشکاری، انجام بازپخت محلی یا کلی ضروری است تا تنشهای جدید ایجادشده توسط فرآیند جوشکاری از بین روند.
نرمکردن برای فرآیند هابینگ: اگر چرخدنده برای فرآیند هابینگ بیش از حد سخت باشد، میتوان عملیات آنیل را انجام داد تا سختی کاهش یافته و هرگونه ناحیه سخت در آن از بین برود؛ این امر امکان برش دقیق و تمیز دندانهها را فراهم میکند.
سختکردن (کوئنچینگ) برای مقاومت در برابر سایش: پس از ماشینکاری و هابینگ، دندانههای چرخدنده باید سختشده تا در برابر سایش ناشی از کارکرد مقاومت کافی داشته باشند.
کربورهکردن برای چرخدندههای کوچک: چرخدندههای کوچک اغلب به روش کربورهکردن (یک فرآیند سختکردن سطحی) پردازش میشوند که در آن کربن در سطح قطعه نفوذ کرده و سپس قطعه کوئنچ میشود. این فرآیند لایهای سخت و مقاوم در برابر سایش روی سطح ایجاد میکند، در حالی که هسته قطعه همچنان مقاوم و شکلپذیر باقی میماند.
سختکردن سطحی/سختکردن القایی برای چرخدندههای بزرگ نوع بول: برای چرخدندههای بزرگ نوع بول، سختکردن کامل غیرعملی است. بنابراین از روشهای سختکردن سطحی مانند سختکردن القایی یا سختکردن شعلهای استفاده میشود تا تنها سطح دندانه (فلانک) و ریشه دندانه سخت شوند؛ این امر مقاومت عالی در برابر سایش را فراهم میکند بدون اینکه بر مقاومت ضربهای و شکلپذیری هسته چرخدنده تأثیر بگذارد.
یک سؤال رایج در زمینه تأمین خرید این است که آیا باید چرخدندهای ریختهگریشده یا بهصورت فورجشده مشخص کرد. این تصمیم به کاربرد مورد نظر، بودجه و الزامات عملکردی بستگی دارد.
چرخدندههای فورجشده: فرآیند فورجکردن ساختار دانهای داخلی متراکمی ایجاد میکند که با شکل دندانههای چرخدنده همسو میشود. این امر منجر به استحکام، مقاومت در برابر ضربه و قابلیت اطمینان بالاتری میشود. چرخدندههای فورجشده برای سختترین شرایط کاری — مانند کاربردهای هوافضا، خودروهای با عملکرد بالا و کاربردهای حیاتی بلندکردن بار سنگین — انتخاب اولیه هستند. با این حال، این عملکرد بالا با هزینهای قابلتوجه بالاتر همراه است و فورجکردن معمولاً به اشکال سادهتر و ابعاد کوچکتر محدود میشود.
چرخدندههای ریختهگریشده: فرآیند ریختهگری امکان طراحی بینظیری فراهم میکند، از جمله هندسههای پیچیده و هابها یا توریهای یکپارچه. اگرچه ساختار داخلی آنها از نظر جهتدار بودن استحکام به اندازه فورجشدهها نیست، اما تکنیکهای ریختهگری مدرن و آلیاژسازی مناسب، توانایی تولید چرخدندههای ریختهگریشده از فولاد با استحکامی بیش از حد کافی برای اکثر شرایط کاری عمومی. مزایای اصلی شامل کاهش هزینههای قالبگیری و امکان تولید اشکال بسیار بزرگ و پیچیدهای است که تولید آنها به روش فورجینگ یا غیرممکن است یا از نظر اقتصادی بسیار پرهزینه.
نتیجه گیری: خریداران باید فرآیند تولید را بر اساس تحلیل مقایسهای هزینه و سود انتخاب کنند. برای کاربردهای صنعتی استاندارد، چرخدندههای ریختهگریشده بهترین ارزش را ارائه میدهند. اما در محیطهای حیاتی و پرتنشی که امکان خرابی وجود ندارد، چرخدندههای فورجشده سرمایهگذاری لازم محسوب میشوند.
تولید چرخدندههای ریختهگری با کیفیت بالا چالشی پیچیده است. این کار نیازمند کنترل دقیق ترکیب شیمیایی مواد، ریختهگری بدون عیب، ماشینکاری دقیق و اعمال صحیح عملیات حرارتی توسط متخصصان است. حجم سفارش این قطعات تخصصی اغلب کوچک است و این امر باعث میشود بسیاری از ریختهگریهای عمومی فولاد از پذیرش آنها خودداری کنند.
با این حال، یک ریختهگری تخصصی با سابقهای اثباتشده، مانند Dandong Pengxin Machinery ، توانایی لازم برای پیمودن این پیچیدگیها را دارد. از چرخدندههای کوچک و چرخدندههای میانی تا چرخدندههای بزرگ غولپیکر، توانایی کنترل هر مرحله از فرآیند—از قالبگیری روی کف کارگاه با شن کوارتز تا عملیات نهایی حرارتی—تضمینکننده ساخت قطعهای قابلاطمینان و با عمر طولانی است.

 اخبار داغ
اخبار داغ2026-05-05
2026-05-02
2026-04-26
2026-04-20
2026-04-14
2026-04-07

شرکت ماشینآلات پنگشین داندونگ در سال ۱۹۵۸ تأسیس شد و یکی از شرکتهای خصوصی است که شامل جوشکاری، ماشینکاری و مونتاژ است.
گروه وانگ جیا پو، دهکده شین آن، شهرستان چیان یانگ، شهر دنگ گانگ، شهر دان دونگ، استان لیائونینگ، چین
کپیرایت © شرکت ماشینآلات پنگشین شهر داندونگ. همه حقوق محفوظ است سیاست حفظ حریم خصوصی وبلاگ







