Sunkiosios technikos ir galios perdavimo srityje, pavaraus plieno pavaros sudaro kritinę daugybės pramoninių taikymų pagrindą. Šis gamybos procesas, dažnai vadinamas pavaros liejimu, yra pageidautinas būdas gaminti ilgaamžes, didelės stiprumo pavaras – nuo mažų pavarų iki milžiniškų pavarų, sveriančių kelis tonas.
Kol kas kalavijavimas yra alternatyva, liejimas siūlo unikalų konstrukcinio lankstumo, sąnaudų efektyvumo ir patikimos veiklos balansą įprastomis darbo sąlygomis. Ši išsami instrukcija nagrinėja pavarų liejimų gamybos niuansus – nuo medžiagų pasirinkimo ir formavimo procesų iki būtinų šiluminio apdorojimo protokolų, užtikrinančių ilgaamžiškumą ir dilimo atsparumą.
Kas yra pavarų liejimai? Medžiagos ir taikymo sritys
Pavarų liejimai – tai metaliniai komponentai, gaminami liejant ištopytą plieną į formą. Šis terminas beveik tapatinamas su pavaraus plieno pavaros nes plienas yra dominuojanti medžiaga, naudojama dėl jo puikių mechaninių savybių.
-
Svorio diapazonas: Liejimo proceso universalumas leidžia gaminti pavaras nuo kelių kilogramų iki milžiniškų detalių, sveriančių daugiau nei toną, todėl tenkinamos įvairios pramoninės reikmės.
-
Medžiagos sudėtis: Medžiagos pasirinkimą nulemia reikalaujama tempiamoji stiprybė ir darbo sąlygos.
-
Aukšto anglies kiekio liejamosios plieno rūšys: Tai standartinė medžiaga daugumai bendrojo paskirties pavarų, užtikrinanti gerą stiprybės ir kietumo pusiausvyrą.
-
Plienai lydiniai (Cr, Ni, Mo): Taikymams, kuriems reikalinga didesnė tempiamoji stiprybė, atsparumas smūgiams ir dilimui, naudojami lydiniai plienai, turintys elementų, tokių kaip chromas, nikelis ir molibdenas. Dažna praktika yra ta, kad didesnės pavaros, veikiančios žemesniais greičiais, gali turėti šiek tiek mažesnius fizinės charakteristikos reikalavimus palyginti su mažomis, aukšto greičio pavaromis, todėl galima optimizuoti medžiagų sąnaudas.
Pavarų liejimo procesas: kodėl grindų liejimas yra pramonės standartas
Vidutinio ir didelio dydžio plieninių liejinių gamybai gamybos procesas turi būti tiek patikimas, tiek ekonomiškas. Būtent čia grindų formavimas su kvarco smėliu tampa pasirinktos technologijos rūšimi.
-
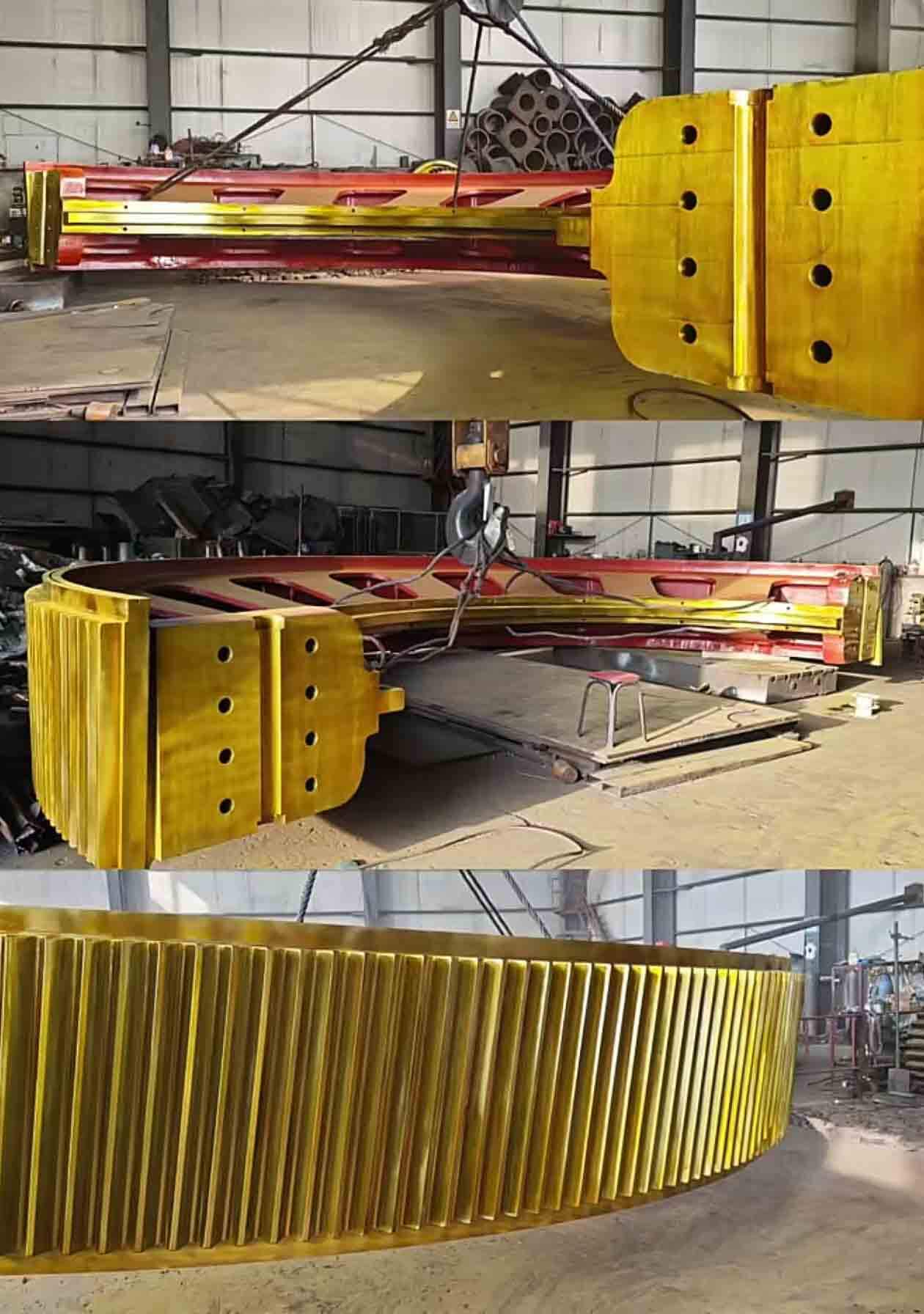
Grindų formavimas dideliems žaibams: Komponentams, tokiems kaip didieji žarnai, pavaros ratukai ir variklio ratukai , grindų formavimas yra ne tik tinkamas, bet dažnai vienintelis įmanomas metodas. Šiame procese forma statoma tiesiogiai liejyklos grindyse, kas yra idealu dideliems žarnams reikalingų didelių šablonų tvarkymui.
-
Kvarco smėlio vaidmuo: Kvarco smėlis kaip formavimo medžiaga yra ekonomiškas sprendimas, kuris užtikrina pakankamą šilumos atsparumą ir pralaidumą. Kadangi dauguma žarnų liejinių reikalauja reikšmingo apdirbimo dantų, skylių ir montavimo paviršių srityse, kvarco smėlio forma gautas liejinio paviršiaus baigiamasis apdailos lygis visiškai pakankamas. Nereikia investuoti į brangesnius, didelės tikslumo liejimo procesus, kai galutiniai matmenys bus pasiekiami apdirbant.
Šiluminis apdorojimas pavarų liejiniams: stiprumo ir ilgaamžiškumo užtikrinimas
Žaliavos liejiniai turi vidinių įtempimų dėl aušinimo proceso. Norint pasiekti reikiamas metalurgines savybes ir tarnavimo trukmę, tikslus pavarų šiluminis apdorojimas yra būtinas. Be tinkamo apdorojimo pavaros tarnavimo trukmė gali būti žymiai sutrumpinta – tik savaitėmis ar mėnesiais.
-
Normalizavimas (įtempimų nušalinimas): Tai privalomas pirmasis žingsnis visiems plieno liejiniams. Pavarą įkaitinama iki tam tikros temperatūros, o po to oru aušinama. Šis procesas subulina grūdelių struktūrą ir pašalina vidinius įtempimus, sukurdamas vienodą mikrostruktūrą, paruoštą apdirbimui.
-
Kaitrinimas suvirinimo taisymui ir apdirbimui: Kartais nedideli liejimo defektai taisomi suvirinant.
-
Po suvirinimo kaitrinimas: Jei atliekamas suvirinimas, būtina atlikti vietinį arba visą kaitrinimą, kad būtų pašalinti nauji suvirinimo procesu sukelti įtempimai.
-
Kietumo mažinimas hobavimui: Jei pavaros ratas per kietas hobavimo procesui, galima atlikti atkaitinimą, kad sumažėtų kietumas ir būtų pašalinti bet kokie kieti dėmiai, užtikrinant švarų ir tikslų dantų pjovimą.
-
Kietinimas (užšaldymas) dėl dilimo atsparumo: Po apdirbimo ir hobavimo pavaros dantys turi būti kietinami, kad ištvertų eksploatacijos metu vykstantį dilimą.
-
Paviršiaus anglies pridėjimas mažoms pavaroms: Mažos pavaros dažnai yra paviršiaus anglies pridėjimo būdu kietinamos – tai paviršiaus kietinimo procesas, kuriuo anglis difunduojama į paviršių, po to seka užšaldymas. Šis procesas sukuria kietą, dilimui atsparų paviršių, tuo pat metu išlaikant stiprų ir lankstų šerdį.
-
Paviršiaus / indukcijos užšaldymas didelėms bulio pavaroms: Didelėms bulio pavaroms viso kietinimo taikyti nepraktiška. Vietoje to naudojami paviršiaus kietinimo metodai, pvz., indukcijos ar liepsnos užšaldymas, kuriais tiksliai kietinami tik dantų šoniniai paviršiai ir šaknys, užtikrinant puikų dilimo atsparumą be įtakos pavaros šerdies lankstumui ir stiprumui.
Lietos plieninės pavaros prieš kaltas pavaras: kaip pasirinkti tinkamiausią gamybos procesą
Dažna klausimas pirkimų srityje yra tai, ar nurodyti liejamosios ar kaltojos pavaros ratukus. Šis sprendimas priklauso nuo taikymo srities, biudžeto ir našumo reikalavimų.
-
Kaltoji pavaros ratukai: Kalimo procesas sukuria tankią vidinę grūdų struktūrą, kuri tekėja kartu su pavaros danties forma. Tai lemia aukštesnę stiprybę, smūgiui atsparumą ir patikimumą. Kaltoji pavaros ratukai pasirenkami labiausiai reikalaujančiose darbo sąlygose, pvz., aviacijoje, aukštos našumo automobilių pramonėje ir kritinėse sunkiųjų krovinių kėlimo aplikacijose. Tačiau šis našumas kainuoja žymiai brangiau, o kalimas dažnai ribojamas paprastesnėmis formomis ir mažesniais matmenimis.
-
Liejamosios pavaros ratukai: Liejimo procesas leidžia nepasiekiama laisvę projektuoti, įskaitant sudėtingas geometrijas bei integralius centrinius diskus arba grotuotus elementus. Nors vidinė struktūra nėra tokia kryptinė kaip kaltojoje medžiagoje, šiuolaikiniai liejimo metodai ir lydiniai sukuria pavaraus plieno pavaros su daugiau nei pakankama stiprumu didžiajai daugumai bendrų darbo sąlygų. Pagrindiniai privalumai yra žemesnės įrankių kainos ir galimybė gaminti labai didelius, sudėtingus formos elementus, kurių negalima sukurti kalant arba kurių kalimas būtų neproporcingai brangus.
Išvada: Pirkėjai turėtų pasirinkti gamybos procesą remdamiesi kaštų ir naudos analize. Standartinėms pramoninėms aplikacijoms liejami ž gearai siūlo geriausią vertę. Kritinėse, didelės apkrovos aplinkose, kur nesėkmė yra nepriimtina, kalami ž gearai yra būtinas investicijos įsipareigojimas.
Kodėl pasirinkti specializuotą liejyklos įmonę savo ž gearų liejimui?
Aukštos kokybės ž gearų liejimas yra sudėtingas uždavinys. Jis reikalauja tikslaus medžiagos cheminės sudėties kontrolės, be defektų liejimo formų, tikslaus apdirbimo ir patyrusių specialistų taikomos šiluminės apdorojimo technologijos. Šių specializuotų komponentų užsakymų apimtys dažnai būna mažos, todėl daugelis bendrosios paskirties plieno liejyklos jų neprisiima.
Tačiau specializuota liejykla su įrodyta veiklos reputacija, tokia kaip Dandong Pengxin Machinery , turi kompetencijos šių sudėtingumų įveikimui. Nuo mažų pavarų ratukų ir perduodamųjų ratukų iki milžiniškų didelių pavarų, galimybė kontroliuoti kiekvieną proceso žingsnį – nuo grindinio liejimo su kvarco smėliu iki galutinės šiluminės apdorojimo – užtikrina patikimą ir ilgaamžį komponentą.








 Karščiausios naujienos
Karščiausios naujienos
