Odlewanie vs. pełne frezowanie: rzeczywiste porównanie kosztów dla części złożonych
1. Dylemat, przed którym staje każdy inżynier
Gdy projekt zakłada element metalowy o skomplikowanych krzywiznach, wewnętrznych pustkach lub cienkościennych sekcjach, ścieżka produkcyjna zwykle rozgałęzia się na dwie opcje: całkowita obróbka z pełnego bloku materiału lub odlewanie w przybliżonym kształcie z późniejszą obróbką CNC tylko kluczowych powierzchni. Obie metody pozwalają uzyskać funkcjonalny detal, jednak koszt, czas realizacji oraz wydajność zużycia materiału mogą się znacznie różnić. W firmie Dandong Pengxin Machinery Co., Ltd. pomagamy klientom podejmować właśnie takie decyzje codziennie, a w większości przypadków dotyczących skomplikowanych geometrii rozpoczęcie produkcji od odlewania w formach utratnych pozwala obniżyć całkowity koszt o 30–50% w porównaniu do pełnej obróbki CNC.
2. Omówienie obu podejść
-
Pełna obróbka CNC z prętów lub wytłoczków — Ta metoda usuwa materiał z litej prętów, płyt lub wykutek za pomocą frezowania wieloosiowego, toczenia i wiercenia. Nadaje się do bardzo prostych kształtów, ekstremalnie ścisłych tolerancji lub nadzwyczaj małych ilości, gdy nie opłaca się tworzyć narzędzi odlewniczych. Jednak w przypadku części złożonych często oznacza to usunięcie frezowaniem 80% lub więcej materiału wyjściowego, co prowadzi do długich czasów cyklu, dużego zużycia narzędzi oraz drogiego odpadu.
-
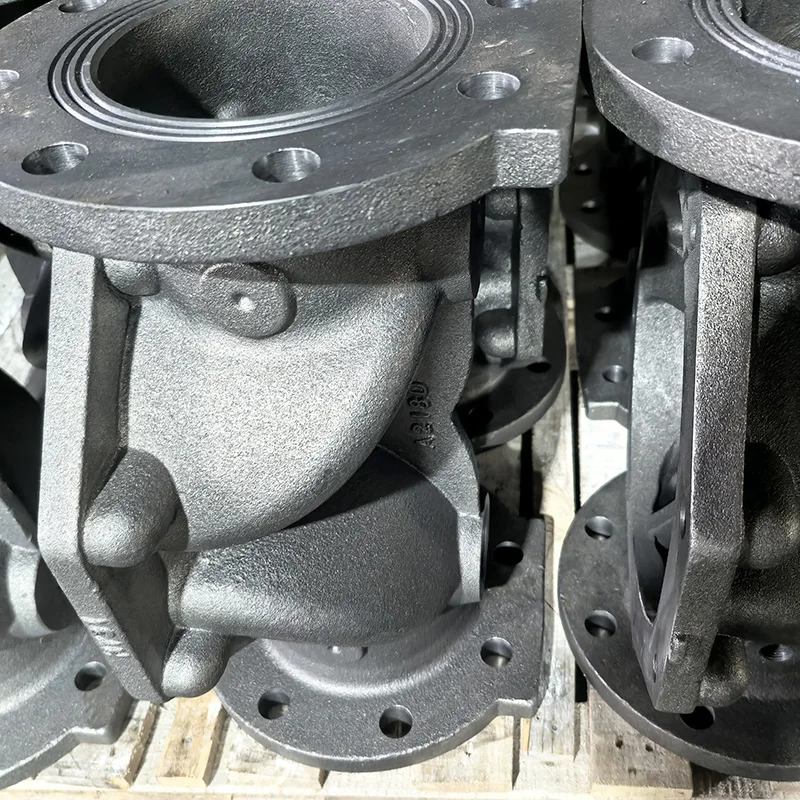
Odlewanie w formach woskowych z dodatkowym obróbką skrawaniem — Proces odlewania w formach woskowych („utraty wosku”) pozwala uzyskać półwyrobów bliskich końcowej postaci z minimalnym naddatkiem na obróbkę. Obrabiane są jedynie powierzchnie funkcjonalne wymagające ścisłych tolerancji lub odpowiedniej chropowatości. To podejście jest idealne dla części zawierających kanały wewnętrzne, powierzchnie kształtowane oraz oznaczenia literowe, które w przeciwnym razie wymagałyby rozbudowanego programowania 5-osiowego oraz wielokrotnych ustawień.
3. Bezpośrednie porównanie obok siebie
Uwaga: Powyższe dane dotyczące kosztów i wydajności są ogólnymi odniesieniami. Rzeczywiste wyniki zależą od geometrii części i zastosowanego materiału.
4. Jak wybrać odpowiednią metodę produkcji dla swojej części
-
Wybierz pełne frezowanie CNC, jeśli — liczba sztuk nie przekracza 10–20, a geometria części jest stosunkowo prosta, lub jeśli do każdej powierzchni części wymagane są tolerancje poniżej 0,01 mm, co czyni niemożliwą obróbkę z odlewu.
-
Wybierz odlewania w formach wytapialnych + obróbkę CNC, jeśli — część charakteryzuje się rzeźbionymi powierzchniami zewnętrznymi, kanałami wewnętrznymi, cienkimi żebrami lub kieszeniami redukującymi masę. Średnie i duże serie (od 100 do ponad 100 000 sztuk rocznie) sprzyjają szczególnie odlewaniu. Wybierz tę metodę również wtedy, gdy materiał ma wysoką cenę (np. stal nierdzewna, stopy niklu) i nie można sobie pozwolić na przetworzenie 80 % masy surowca w wiórkę.
-
Obszar naszej specjalizacji — Dla komponentów wykonanych ze stali nierdzewnej, stali żaroodpornej oraz stali stopowych, które łączą złożoność z umiarkowanymi do wysokich objętościami, nasza zintegrowana instalacja odlewniczo-frezerska prawie zawsze zapewnia najbardziej opłacalną ścieżkę produkcji.
5. Uzyskaj szczegółowy podział kosztów dla konkretnego elementu
Każda geometria elementu opowiada inną historię. Wyślij nam swój model 3D lub rysunek 2D, a nasz zespół z firmy Dandong Pengxin Machinery przygotuje bezpłatne porównanie zawierające koszt materiału, czas obróbki skrawaniem oraz całkowity koszt jednostkowy zarówno dla ścieżki pełnej obróbki skrawaniem, jak i dla ścieżki odlewania w formach utwardzanych. Pomocemy wybrać strategię, która maksymalnie zwiększy marżę zysku na Twoim produkcie. Skontaktuj się z nami za pośrednictwem formularza kontaktowego na naszej stronie internetowej lub wyślij wiadomość e-mail bezpośrednio, aby rozpocząć ocenę.







 Gorące wiadomości
Gorące wiadomości
