Nel mondo delle macchine pesanti e della trasmissione di potenza, ingranaggi in acciaio fuso costituiscono la struttura portante fondamentale di innumerevoli applicazioni industriali. Spesso indicato come fusione di ingranaggi, questo processo produttivo è il metodo preferito per realizzare ingranaggi durevoli e ad alta resistenza, che vanno da piccoli pignoni a giganteschi ingranaggi corona del peso di diverse tonnellate.
Sebbene la forgiatura rappresenti un’alternativa, la fusione offre un equilibrio unico tra flessibilità progettuale, efficienza economica e prestazioni affidabili nelle condizioni operative generali. Questa guida completa esplora le complessità della produzione di ingranaggi fusi, dalla selezione dei materiali e dai processi di modellazione fino ai fondamentali trattamenti termici necessari a garantire longevità e resistenza all’usura.
Che cosa sono gli ingranaggi fusi? Materiali e applicazioni
Gli ingranaggi fusi sono componenti metallici ottenuti versando acciaio fuso in uno stampo. Il termine è quasi sinonimo di ingranaggi in acciaio fuso poiché l’acciaio è il materiale predominante utilizzato, grazie alle sue eccellenti proprietà meccaniche.
-
Intervallo di peso: La versatilità del processo di fusione consente la produzione di ingranaggi che vanno da pochi chilogrammi fino a componenti massicci dal peso superiore alla tonnellata, soddisfacendo così esigenze industriali diversificate.
-
Composizione del materiale: La scelta del materiale è dettata dalla resistenza a trazione richiesta e dalle condizioni operative.
-
Acciaio fuso ad alto tenore di carbonio: Questo è il materiale standard per molti ingranaggi di uso generale, offrendo un buon compromesso tra resistenza e durezza.
-
Acciaio legato (Cr, Ni, Mo): Per applicazioni che richiedono una maggiore resistenza a trazione, tenacità e resistenza all’usura, si utilizzano acciai legati contenenti elementi quali cromo, nichel e molibdeno. È pratica comune che gli ingranaggi di grandi dimensioni, destinati a funzionare a velocità più basse, possano avere requisiti fisici leggermente inferiori rispetto a quelli di piccole dimensioni e ad alta velocità, consentendo così un’ottimizzazione dei costi dei materiali.
Il processo di fusione degli ingranaggi: perché la modellazione a terra è lo standard di settore
Per la produzione di getti in acciaio di medie e grandi dimensioni, il processo produttivo deve essere sia affidabile che economico. È qui che la modellazione a terra con sabbia di quarzo diventa la tecnica preferita.
-
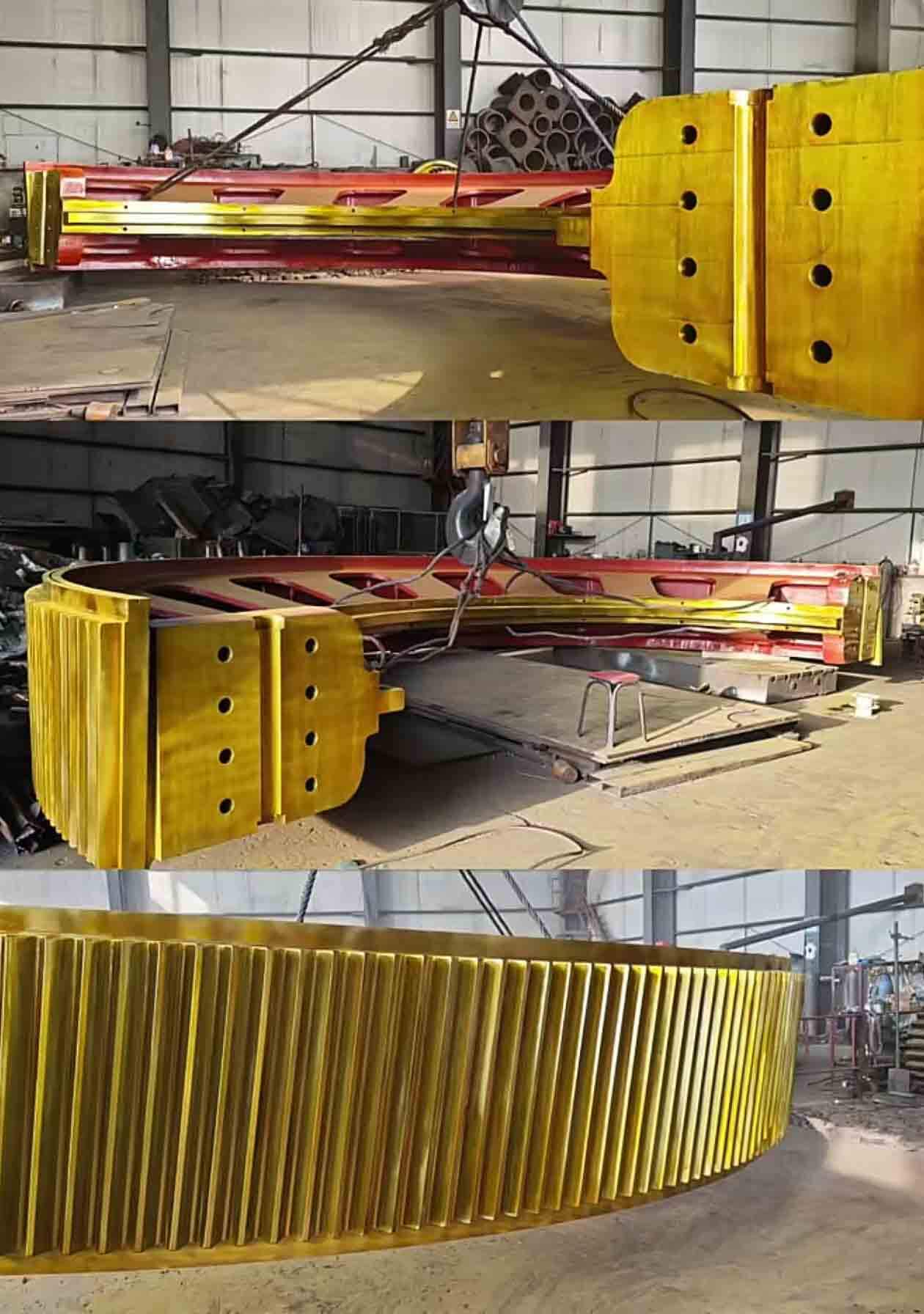
Modellazione a terra per ingranaggi di grandi dimensioni: Per componenti come ingranaggi madri, ruote dentate e rulli di rinvio , la modellazione a terra non è semplicemente adatta; spesso rappresenta l’unico metodo praticabile. Questo processo prevede la costruzione dello stampo direttamente sul pavimento della fonderia, soluzione ideale per gestire i grandi modelli necessari per ingranaggi di grandi dimensioni.
-
Il ruolo della sabbia di quarzo: L’impiego della sabbia di quarzo come materiale da modellazione costituisce una soluzione economica che garantisce un’adeguata refrattarietà e permeabilità. Poiché la maggior parte dei getti per ingranaggi richiede una notevole lavorazione meccanica sui denti, sui fori e sulle superfici di montaggio, la finitura superficiale ottenuta direttamente dallo stampo in sabbia di quarzo è perfettamente sufficiente. Non è necessario ricorrere a processi di fusione più costosi e ad alta precisione quando le dimensioni finali verranno raggiunte mediante lavorazione meccanica.
Trattamento termico per getti di ingranaggi: garantire resistenza e durata
I getti grezzi presentano tensioni interne derivanti dal processo di raffreddamento. Per ottenere le proprietà metallurgiche richieste e la durata operativa prevista, un trattamento termico per ingranaggi è obbligatorio. Senza un trattamento adeguato, la vita utile di un ingranaggio può ridursi drasticamente, misurata in settimane o mesi.
-
Normalizzazione (alleviamento delle tensioni): Questo è un passaggio obbligatorio per tutti i getti d'acciaio. L'ingranaggio viene riscaldato a una temperatura specifica e quindi raffreddato all'aria. Questo processo affina la struttura granulare ed elimina le tensioni interne, creando una microstruttura uniforme pronta per la lavorazione meccanica.
-
Ricottura per riparazioni saldature e lavorabilità: Talvolta, difetti minori nei getti vengono riparati mediante saldatura.
-
Ricottura post-saldatura: Se viene eseguita una saldatura, è necessaria una ricottura locale o completa per alleviare le nuove tensioni introdotte dal processo di saldatura.
-
Ricottura per la fresatura a rulli: Se l'ingranaggio è troppo duro per il processo di fresatura a rulli, può essere eseguita una ricottura per ridurne la durezza ed eliminare eventuali zone eccessivamente dure, garantendo un taglio dei denti pulito e preciso.
-
Tempra per resistenza all'usura: Dopo la lavorazione meccanica e la fresatura a rulli, i denti dell'ingranaggio devono essere temprati per resistere all'usura operativa.
-
Cementazione per ingranaggi di piccole dimensioni: Gli ingranaggi di piccole dimensioni vengono spesso sottoposti a cementazione, un processo di tempra superficiale in cui il carbonio viene diffuso nella superficie, seguito da tempra. Ciò genera una superficie dura e resistente all'usura, mantenendo nel contempo un nucleo tenace e duttile.
-
Tempra superficiale o per induzione per ingranaggi madri di grandi dimensioni: Per gli ingranaggi madri di grandi dimensioni, la tempra integrale non è praticabile. Si ricorre invece a tecniche di tempra superficiale, come la tempra per induzione o a fiamma, per indurire selettivamente solo il fianco e il piede del dente, ottenendo un'eccellente resistenza all'usura senza compromettere la tenacità del nucleo dell'ingranaggio.
Acciaio fuso vs. ingranaggi forgiati: come scegliere il processo produttivo più adatto
Una domanda comune nell’ambito degli acquisti è se specificare un ingranaggio fuso o forgiato. La decisione dipende dall’applicazione, dal budget e dai requisiti prestazionali.
-
Ingranaggi forgiati: Il processo di forgiatura crea una struttura interna a grana densa che segue la forma del dente dell’ingranaggio. Ciò comporta una resistenza superiore, una maggiore tenacità agli urti e una maggiore affidabilità. Gli ingranaggi forgiati sono la scelta privilegiata per le condizioni operative più gravose, ad esempio nel settore aerospaziale, nell’automotive ad alte prestazioni e nelle applicazioni critiche di sollevamento pesante. Tuttavia, queste prestazioni comportano un costo significativamente più elevato e la forgiatura è spesso limitata a forme più semplici e a dimensioni ridotte.
-
Ingranaggi fusi: Il processo di fusione consente una libertà di progettazione senza pari, inclusa la realizzazione di geometrie complesse e di mozzi o nervature integrate. Sebbene la struttura interna non sia direzionalmente altrettanto resistente rispetto a quella di un forgiato, le moderne tecniche di fusione e le leghe utilizzate producono ingranaggi in acciaio fuso con una resistenza più che adeguata per la stragrande maggioranza delle comuni condizioni di lavoro. I principali vantaggi sono costi inferiori per gli utensili e la possibilità di produrre forme molto grandi e complesse, che sarebbero impossibili o proibitivamente costose da forgiare.
Conclusione: Gli acquirenti dovrebbero selezionare il processo produttivo sulla base di un’analisi costo-beneficio. Per applicazioni industriali standard, gli ingranaggi fusi offrono il miglior rapporto qualità-prezzo. Per ambienti critici ad alta sollecitazione, in cui il guasto non è ammissibile, gli ingranaggi forgiati rappresentano l’investimento necessario.
Perché scegliere una fonderia specializzata per le proprie fusioni di ingranaggi?
Produrre fusioni di ingranaggi di alta qualità è una sfida complessa. Richiede un controllo meticoloso della composizione chimica del materiale, della colata priva di difetti, della lavorazione meccanica precisa e del trattamento termico eseguito da esperti. Il volume d’ordine per questi componenti specializzati è spesso ridotto, motivo per cui molte fonderie generaliste in acciaio evitano di realizzarli.
Tuttavia, una fonderia specializzata con un consolidato curriculum di successi, come Dandong Pengxin Machinery , possiede l'esperienza necessaria per gestire queste complessità. Dai piccoli pignoni e ruote folli alle grandi ruote dentate, la capacità di controllare ogni fase del processo — dalla modellazione a terra con sabbia di quarzo al trattamento termico finale — garantisce un componente affidabile e duraturo.








 Ultime notizie
Ultime notizie
