I världen av tung utrustning och kraftöverföring, stöpta ståltandhjul utgör den kritiska bärgrunden för otaliga industriella tillämpningar. Denna tillverkningsprocess, ofta benämnd tandhjulsstöpning, är den föredragna metoden för att framställa slitstarka, högfasthets tandhjul – från små kugghjul till massiva stortandhjul som väger flera ton.
Även om smidning är ett alternativ erbjuder stöpning en unik balans mellan designflexibilitet, kostnadseffektivitet och pålitlig prestanda för allmänna driftsförhållanden. Den här omfattande guiden utforskar detaljerna i framställningen av tandhjulsstöpningar – från materialval och formgivningsprocesser till nödvändiga värmebehandlingsprotokoll som säkerställer lång livslängd och slitstyrka.
Tandhjulsstöpningar är metallkomponenter som framställs genom att hälla smält stål i en form. Begreppet är nästan synonymt med stöpta ståltandhjul eftersom stål är det dominerande materialet som används tack vare dess utmärkta mekaniska egenskaper.
Viktklass: Möjligheten att forma genom gjutning gör det möjligt att tillverka kugghjul som väger bara några kilogram upp till massiva komponenter som väger över en ton, vilket möter olika industriella behov.
Materialkomposition: Valet av material styrs av den erforderliga draghållfastheten och de driftsförhållanden som gäller.
Gjutstål med hög kolhalt: Detta är standardmaterialet för många allmänna kugghjul och ger en bra balans mellan hållfasthet och hårdhet.
Legerat stål (Cr, Ni, Mo): För applikationer som kräver högre draghållfasthet, seghet och nötningsskydd används legerade stål som innehåller element som krom, nickel och molybden. Det är vanligt att större kugghjul, som arbetar vid lägre varvtal, kan ha något lägre fysikaliska krav jämfört med små, höghastighetskugghjul, vilket möjliggör optimerade materialkostnader.
För tillverkning av medelstora till stora stålgjutningar måste tillverkningsprocessen vara både pålitlig och ekonomisk. Det är här golvformning med kvartssand blir den valda tekniken.
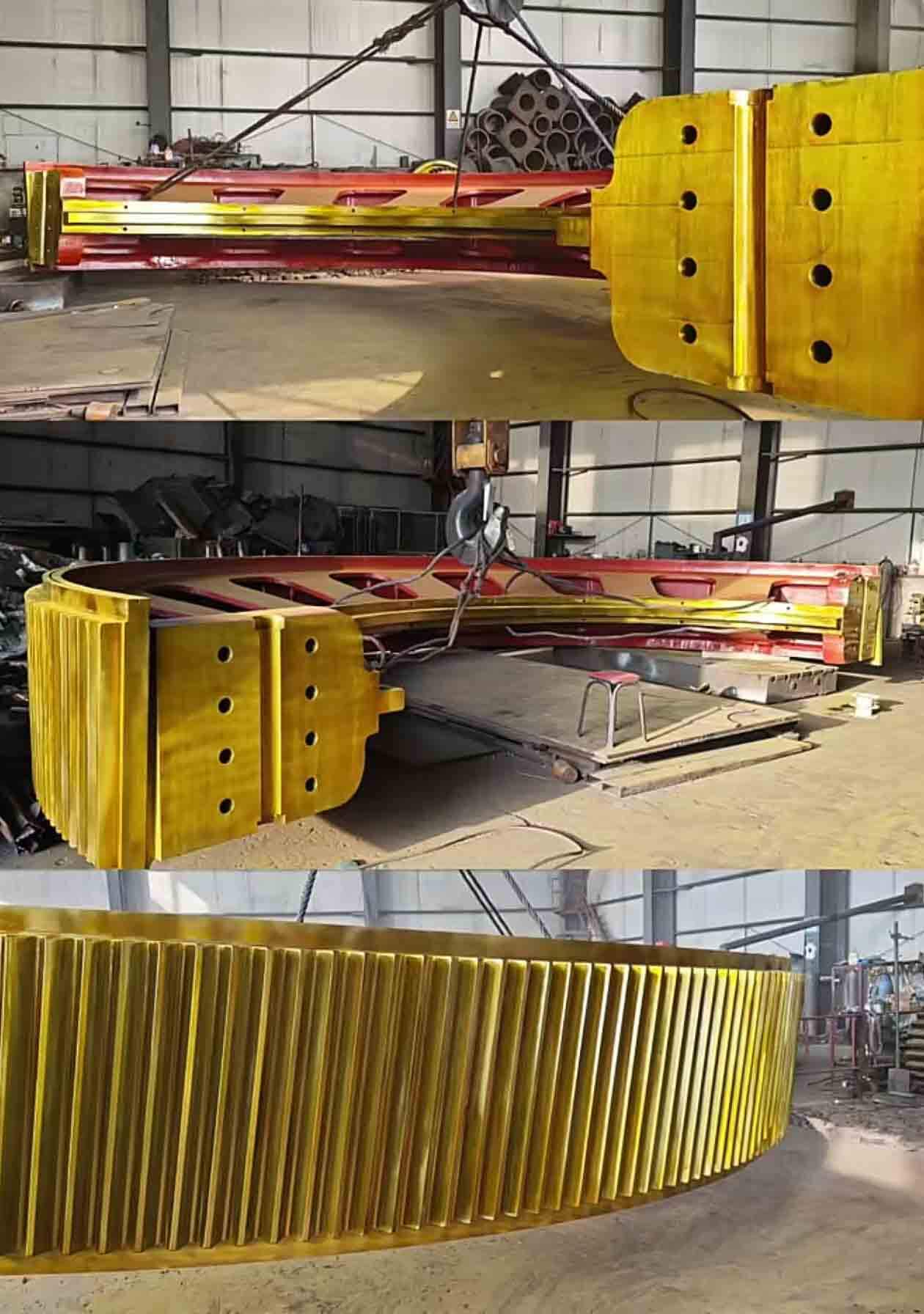
Golvformning för stora kugghjul: För komponenter som huvudkugghjul, drivkugghjul och ledkugghjul , är golvformning inte bara lämplig – den är ofta den enda genomförbara metoden. Denna process innebär att gjutformen byggs direkt på gjuterigolvet, vilket är idealiskt för hantering av de stora modellerna som krävs för stora kugghjul.
Användningen av kvartssand: Att använda kvartssand som formmaterial är en kostnadseffektiv lösning som ger tillräcklig brandskärpa och permeabilitet. Eftersom de flesta kugghjulsgjutningar kräver omfattande bearbetning av tänderna, borrningarna och monteringsytorna är ytkvaliteten från en kvartssandform fullt tillfredsställande. Det är onödigt att investera i dyrare, högprecisionstillverkningsmetoder när de slutgiltiga måtten uppnås genom bearbetning.
Rågjutningar har interna spänningar från kylprocessen. För att uppnå de krävda metallurgiska egenskaperna och livslängden krävs en exakt värmebehandling av gear som är obligatorisk. Utan korrekt behandling kan en gears livslängd drastiskt förkortas – till veckor eller månader.
Normalisering (spänningsavlägsning): Detta är ett obligatoriskt första steg för alla stålgjutningar. Gearn värms upp till en specifik temperatur och svalnas sedan i luft. Denna process förfinar kornstrukturen och eliminera interna spänningar, vilket skapar en enhetlig mikrostruktur som är redo för bearbetning.
Glödgning för svetsreparationer och bearbetbarhet: Ibland åtgärdas mindre gjutfel genom svetsning.
Efter-svetsglödgning: Om svetsning utförs krävs en lokal eller fullständig glödgning för att avlägsna de nya spänningarna som införts genom svetsprocessen.
Mjukning inför tandhuggning: Om tandhjulet är för hårt för tandhuggningsprocessen kan en glödgning utföras för att minska hårdheten och eliminera eventuella hårda fläckar, vilket säkerställer ren och exakt tandskärning.
Härdning (släckning) för nötningsskydd: Efter bearbetning och tandhuggning måste tandhjulständerna härdas för att tåla driftrelaterad nötning.
Karburering av små tandhjul: Små tandhjul karbureras ofta – en ythärdningsprocess där kol diffunderas in i ytan, följt av släckning. Detta skapar en hård, nötningsskyddande ytskikt med bibehållen seghet och duktilitet i kärnan.
Yt-/induktionshärdning av stora bulltandhjul: För stora bulltandhjul är genomhärdning olämplig. Istället används yt-härdningstekniker, såsom induktions- eller flammsläckning, för att selektivt härdas endast tandflanken och tandfoten, vilket ger utmärkt nötningsskydd utan att påverka tandhjulets kärnseghet.
En vanlig fråga inom inköp är om man ska specificera ett gjutet eller ett smidda tandhjul. Beslutet beror på applikationen, budgeten och kraven på prestanda.
Smidda tandhjul: Smidningsprocessen skapar en tät intern kornstruktur som följer formen på tandhjulständerna. Detta resulterar i överlägsen hållfasthet, slagfasthet och tillförlitlighet. Smidda tandhjul är valet för de mest krävande driftförhållandena, till exempel inom luft- och rymdfart, högpresterande bilmotorer samt kritiska tunglyftsapplikationer. Denna prestanda medför dock betydligt högre kostnader, och smidning är ofta begränsad till enklare former och mindre dimensioner.
Gjutna tandhjul: Gjutningsprocessen möjliggör oöverträffad designfrihet, inklusive komplexa geometrier samt integrerade nav eller ställverk. Även om den interna strukturen inte är lika riktningsspecifik hållfast som vid smidning, ger moderna gjuttekniker och legeringar stöpta ståltandhjul med mer än tillräcklig styrka för den stora majoriteten av allmänna arbetsförhållanden. De främsta fördelarna är lägre verktygskostnader och möjligheten att tillverka mycket stora, komplexa former som skulle vara omöjliga eller för kostsamma att smida.
Slutsats: Köpare bör välja tillverkningsprocessen utifrån en kostnads-nyttoanalys. För standardindustriella applikationer erbjuder gjutna kugghjul bästa värdet. För kritiska, högspänningsmiljöer där fel inte är ett alternativ är smidda kugghjul den nödvändiga investeringen.
Att tillverka kugghjulsstöpningar av hög kvalitet är en komplex utmaning. Det kräver noggrann kontroll av materialkemi, felfri formgjutning, exakt bearbetning och skickligt tillämpad värmebehandling. Beställningsvolymen för dessa specialkomponenter är ofta liten, vilket leder till att många allmänna stålgjuterier undviker dem.
En specialiserad gjuteri med ett bevisat rekord, såsom Dandong Pengxin Machinery , har expertis att hantera dessa komplexiteter. Från små kugghjul och mellanhjul till stora bullgears säkerställer förmågan att kontrollera varje steg i processen – från golvformning med kvartssand till slutlig värmebehandling – en pålitlig och långlivad komponent.

 Senaste nyheterna
Senaste nyheterna2026-05-05
2026-05-02
2026-04-26
2026-04-20
2026-04-14
2026-04-07

Dandong City Pengxin Maskin grundades 1958 och är en privatföretag som samlar in kastning, bearbetning och montering i en process.
WANGJIAPU GRUPP, XINAN BY, QIANYANG STAD, DONGGANG STAD, DANDONG STAD, LIAONING PROVINCE, KINA
Upphovsrätt © Dandong City Pengxin Machinery Co., Ltd. Alla rättigheter förbehålls Integritetspolicy Blogg







