I verden af tung maskineri og kraftoverførsel støbte stålgear udgør den kritiske rygrad i utallige industrielle anvendelser. Processen, der ofte betegnes som gearstøbning, er den foretrukne fremstillingsmetode til at producere holdbare, højstyrke gear – fra små tandhjul til massive bullgears, der vejer flere tons.
Selvom smedning er et alternativ, tilbyder støbning en unik balance mellem designfleksibilitet, omkostningseffektivitet og pålidelig ydelse under almindelige driftsforhold. Denne omfattende guide gennemgår detaljerne ved fremstilling af gearstøbninger – fra materialevalg og formningsprocesser til de væsentlige varmebehandlingsprotokoller, der sikrer levetid og slidbestandighed.
Gearstøbninger er metaldele, der fremstilles ved at hælde smeltet stål i en form. Begrebet er næsten synonymt med støbte stålgear fordi stål er det dominerende materiale, der anvendes på grund af dets fremragende mekaniske egenskaber.
Vægtinterval: Alsprocessens alsidighed gør det muligt at fremstille gear fra blot få kilogram til massive komponenter, der vejer over en ton, hvilket imødekommer mange forskellige industrielle behov.
Materialets sammensætning: Valget af materiale bestemmes af den krævede trækstyrke og de arbejdsmæssige forhold.
Højtkulstofstøbejern: Dette er standardmaterialet til mange almindelige gear og giver en god balance mellem styrke og hårdhed.
Legeret stål (Cr, Ni, Mo): For anvendelser, der kræver højere trækstyrke, slagstyrke og slidstyrke, anvendes legerede stålsorter, der indeholder elementer som krom, nikkel og molybdæn. Det er almindelig praksis, at større gear, der opererer ved lavere hastigheder, kan have lidt lavere fysiske krav end små, hurtigløbende gear, hvilket muliggør en optimeret materialeomkostning.
Til fremstilling af mellemstore til store støbejernsdele skal fremstillingsprocessen være både pålidelig og økonomisk. Her er gulvstøbning med kvartssand den foretrukne teknik.
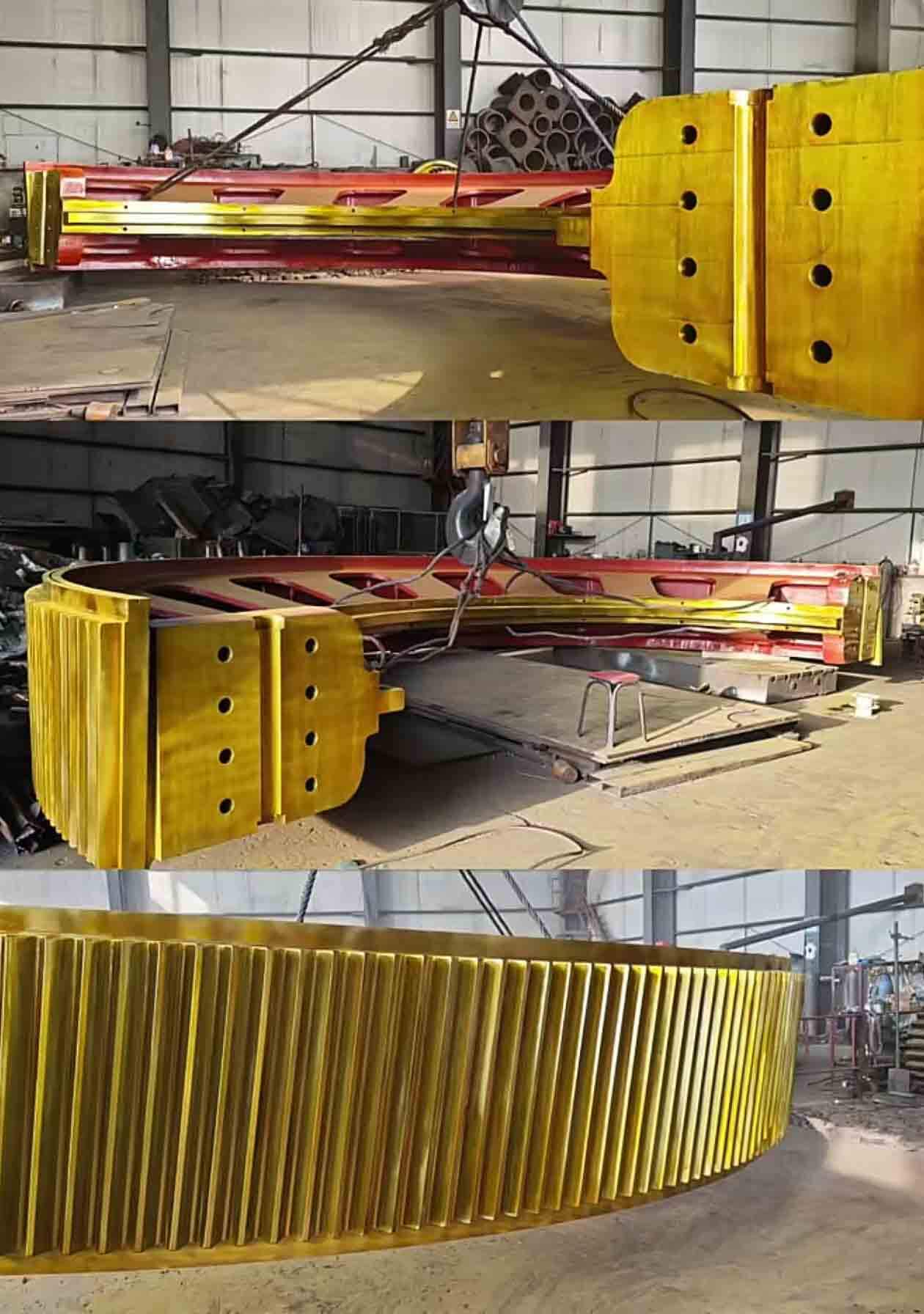
Gulvstøbning til store tandhjul: For komponenter som hovedtandhjul, tandhjulsdrev og ledertandhjul er gulvstøbning ikke blot velegnet – den er ofte den eneste anvendelige metode. Denne proces indebærer, at formen bygges direkte på støberigulvet, hvilket er ideelt til håndtering af de store mønstre, der kræves for store tandhjul.
Rollen af kvartssand: Anvendelsen af kvartssand som formemateriale er en omkostningseffektiv løsning, der giver tilstrækkelig modstandsdygtighed over for høje temperaturer og tilstrækkelig gennemtrængelighed. Da de fleste tandhjulsstøbninger kræver omfattende maskinbearbejdning af tænderne, boringen og monteringsfladerne, er overfladekvaliteten fra en kvartssandform helt tilstrækkelig i råtilstanden. Det er unødvendigt at investere i dyrere, højpræcise støbeprocesser, når de endelige mål opnås gennem maskinbearbejdning.
Råstøbninger indeholder indre spændinger fra afkølingsprocessen. For at opnå de krævede metallurgiske egenskaber og levetid er en præcis varmebehandling af tandhjul uundværlig. Uden korrekt behandling kan et tandhjuls levetid blive dramatisk forkortet og måles i uger eller måneder.
Normalisering (spændingsløsning): Dette er et obligatorisk første trin for alle stålstøbninger. Tandhjulet opvarmes til en bestemt temperatur og afkøles derefter i luften. Denne proces forfiner kornstrukturen og fjerner indre spændinger, hvilket skaber en ensartet mikrostruktur, klar til bearbejdning.
Glanstildannelse til svejsereparationer og bearbejdningsvenlighed: Nogle gange udbedes mindre støbefejl ved svejsning.
Eftersvejseglanstildannelse: Hvis der udføres svejsning, er det nødvendigt med en lokal eller fuldstændig glanstildannelse for at fjerne de nye spændinger, der er indført ved svejseprocessen.
Møring til tandfræsning: Hvis tandhjulet er for hårdt til tandfræsningsprocessen, kan en glødning udføres for at reducere hårdheden og fjerne eventuelle hårde pletter, så tandkutningen bliver ren og præcis.
Hærdning (udglødning) til slidstærkhed: Efter bearbejdning og tandfræsning skal tandhjulstænderne hærdes for at kunne modstå driftsmæssig slid.
Karburering af små tandhjul: Små tandhjul karbureres ofte – en overfladehærdningsproces, hvor kulstof diffunderes ind i overfladen, efterfulgt af udglødning. Dette skaber en hård, slidstærk overflade, mens kernen forbliver tough og duktil.
Overflade-/induktionshærdning af store tandhjul: For store tandhjul er helhærdning upraktisk. I stedet anvendes overfladehærdningsteknikker som induktions- eller flammeudglødning til selektiv hærdning af kun tandflanken og tandroden, hvilket giver fremragende slidstyrke uden at påvirke tandhjulets kerntoughhed.
Et almindeligt spørgsmål i indkøbsprocessen er, om man skal specificere et støbt eller et smedet tandhjul. Beslutningen afhænger af anvendelsen, budgettet og kravene til ydeevne.
Smedede tandhjul: Smedeprocessen skaber en tæt intern kornstruktur, der følger tandhjulets tandform. Dette resulterer i overlegen styrke, slagstyrke og pålidelighed. Smedede tandhjul vælges ved de strengeste driftsforhold, f.eks. inden for luftfart, højtydende automobilindustri og kritiske tunge hejseanvendelser. Denne ydeevne medfører dog betydeligt højere omkostninger, og smedning er ofte begrænset til enklere former og mindre størrelser.
Støbte tandhjul: Støbeprocessen giver uslåelig designfrihed, herunder komplekse geometrier samt integrerede nav eller støbeben. Selvom den interne struktur ikke er lige så retningsspecifikt stærk som ved smedning, producerer moderne støbeteknikker og legering støbte stålgear med mere end tilstrækkelig styrke til langt de fleste almindelige arbejdsmiljøer. De primære fordele er lavere værktøjsomkostninger og muligheden for at fremstille meget store, komplekse former, som ville være umulige eller forbudt dyre at smede.
Konklusion: Købere bør vælge fremstillingsprocessen ud fra en omkostnings-nytteanalyse. For standard industrielle anvendelser tilbyder støbte gear den bedste værdi. For kritiske, højspændte miljøer, hvor fejl ikke er en mulighed, er smedede gear den nødvendige investering.
At fremstille gearstøbninger af høj kvalitet er en kompleks udfordring. Det kræver omhyggelig kontrol med materialekemi, fejlfri formstøbning, præcis maskinbearbejdning og fagligt udført varmebehandling. Ordrevolumen for disse specialkomponenter er ofte lille, hvilket får mange almindelige stålstøberier til at undgå dem.
En specialiseret støberi med en dokumenteret succeshistorik, såsom Dandong Pengxin Machinery , besidder ekspertisen til at navigere disse kompleksiteter. Fra små tandhjul og mellemhjul til massive tandhjul, sikrer evnen til at kontrollere hver enkelt processteg – fra gulvformning med kvartsand til endelig varmebehandling – en pålidelig og holdbar komponent.

 Seneste nyheder
Seneste nyheder2026-05-05
2026-05-02
2026-04-26
2026-04-20
2026-04-14
2026-04-07

Dandong City Pengxin Maskiner blev etableret i 1958 og er en privat virksomhed, der fokuserer på kasting, bearbejdning og montering som én enhed.
WANGJIAPU GRUPPE, XINAN LANDBY, QIANYANG BY, DONGGANG STAD, DANDONG STAD, LIAONING PROVINCE, KINA
Copyright © Dandong City Pengxin Maskineri Co., Ltd. Alle rettigheder forbeholdes Privatlivspolitik Blog







