У світі важкої техніки та передачі потужності зубчасті колеса з литої сталі утворюють критичну основу безлічі промислових застосувань. Цей процес виробництва, який часто називають ливарним виробництвом зубчастих коліс, є переважним методом виготовлення міцних, високоміцних зубчастих коліс — від невеликих шестерень до величезних головних коліс вагою в кілька тонн.
Хоча ковка є альтернативним методом, лиття забезпечує унікальний баланс гнучкості конструювання, економічної ефективності та надійної роботи в загальних умовах експлуатації. У цьому комплексному посібнику розглядаються деталі виробництва литих зубчастих коліс — від підбору матеріалів та процесів формування до обов’язкових режимів термічної обробки, що забезпечують тривалий термін служби та стійкість до зносу.
Що таке литі зубчасті колеса? Матеріали та сфери застосування
Литі зубчасті колеса — це металеві компоненти, виготовлені шляхом заливання розплавленої сталі в форму. Цей термін майже синонімічний зубчасті колеса з литої сталі оскільки сталь є домінуючим матеріалом завдяки її чудовим механічним властивостям.
-
Діапазон ваги: Універсальність процесу лиття дозволяє виробляти зубчасті колеса від кількох кілограмів до масивних компонентів вагою понад тонну, що задовольняє різноманітні промислові потреби.
-
Матеріальний склад: Вибір матеріалу визначається необхідною межею міцності на розтяг і умовами експлуатації.
-
Литий сталевий сплав з високим вмістом вуглецю: Це стандартний матеріал для багатьох зубчастих коліс загального призначення, що забезпечує гарний баланс міцності та твердості.
-
Легована сталь (Cr, Ni, Mo): Для застосувань, що вимагають підвищеної межі міцності на розтяг, ударної в’язкості та зносостійкості, використовують леговані сталі з такими елементами, як хром, нікель та молібден. Поширена практика полягає в тому, що великі зубчасті колеса, які працюють при нижчих швидкостях, можуть мати трохи нижчі фізичні вимоги порівняно з невеликими колесами, що обертаються з високою швидкістю, що дозволяє оптимізувати витрати на матеріали.
Процес лиття зубчастих коліс: чому напідлогове формування є галузевим стандартом
Для виробництва сталевих виливків середніх і великих розмірів технологічний процес має бути одночасно надійним і економічним. Саме тут підлогове формування з кварцовим піском стає методом вибору.
-
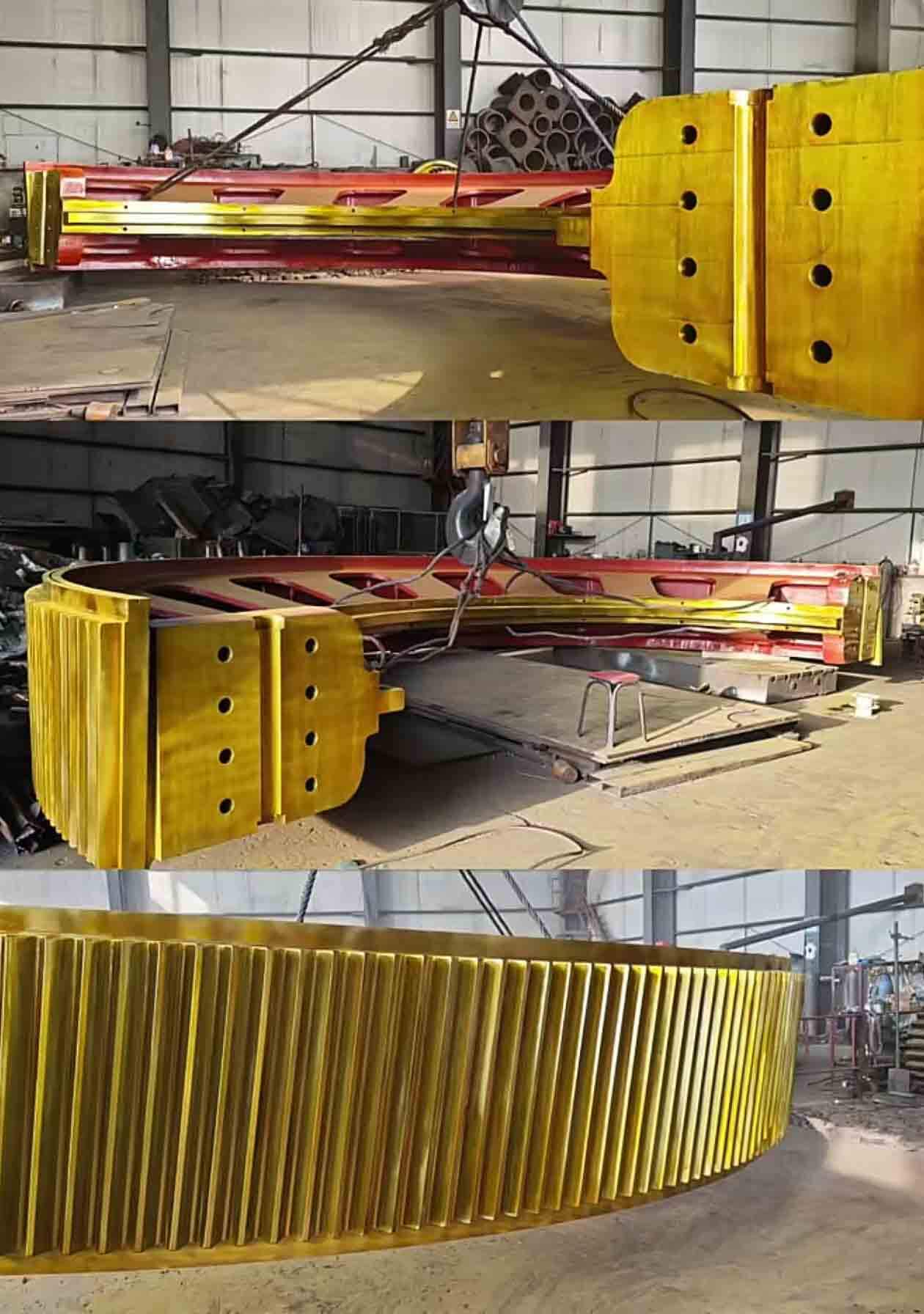
Підлогове формування для великих зубчастих коліс: Для таких компонентів, як великі зубчасті колеса, шестерні та вільнобіжні колеса , підлогове формування є не просто придатним — це часто єдиний реалістичний метод. У цьому процесі форма збирається безпосередньо на підлозі литейного цеху, що є ідеальним рішенням для роботи з великими моделями, необхідними для виготовлення великих зубчастих коліс.
-
Роль кварцового піску: Використання кварцового піску як формувального матеріалу — це економічне рішення, що забезпечує достатню вогнетривкість і проникність. Оскільки більшість виливок зубчастих коліс потребує значної механічної обробки зубців, отворів і монтажних поверхонь, якість поверхні «як виливка» з кварцового піскового формувального матеріалу є цілком задовільною. Вкладення коштів у більш дорогі й високоточні процеси лиття є непотрібним, оскільки остаточні розміри досягаються шляхом механічної обробки.
Термічна обробка литих зубчастих коліс: забезпечення міцності та довговічності
Сирі виливки мають внутрішні напруження, що виникають під час процесу охолодження. Щоб досягти необхідних металургійних властивостей та терміну експлуатації, точна термічна обробка зубчастих коліс є обов’язковою. Без належної обробки термін служби зубчастого колеса може бути різко скороченим — до кількох тижнів або місяців.
-
Нормалізація (зняття напружень): Це обов’язковий перший етап для всіх сталевих виливків. Зубчасте колесо нагрівають до певної температури, а потім охолоджують на повітрі. Цей процес удосконалює зернисту структуру й усуває внутрішні напруження, формуючи однорідну мікроструктуру, придатну до механічної обробки.
-
Відпал для зварювальних ремонтів та оброблюваності: Іноді незначні дефекти виливок усувають шляхом зварювання.
-
Післязварювальний відпал: Якщо проводиться зварювання, необхідно виконати локальний або повний відпал для зняття нових напружень, що виникають у процесі зварювання.
-
Зм’якшення для зубофрезерування: Якщо зубчасте колесо надто тверде для процесу зубофрезерування, можна виконати відпал для зниження твердості та усунення будь-яких твердих ділянок, що забезпечить чисте й точне нарізання зубців.
-
Закалювання для підвищення стійкості до зношування: Після механічної обробки та зубофрезерування зубці зубчастого колеса необхідно закалити, щоб вони витримували експлуатаційне зношування.
-
Цементація для малих зубчастих коліс: Малі зубчасті колеса часто піддають цементації — процесу поверхневого загартування, при якому вуглець дифундує в поверхню матеріалу, після чого виконується закалювання. Це формує тверду, стійку до зношування поверхневу шарову зону, зберігаючи при цьому в’язке й міцне серцевинне ядро.
-
Поверхневе або індукційне загартування для великих ведучих коліс: Для великих ведучих коліс повне загартування є непрактичним. Замість цього застосовують методи поверхневого загартування, такі як індукційне або полум’яне загартування, щоб селективно загартувати лише бічну поверхню та корінь зубців, забезпечуючи відмінну стійкість до зношування без втрати в’язкості та міцності серцевини колеса.
Литі сталеві та ковані зубчасті колеса: як вибрати правильний технологічний процес виробництва
Поширеним запитанням у закупівлях є вибір між литим і кованим зубчастим колесом. Рішення залежить від сфери застосування, бюджету та вимог до продуктивності.
-
Ковані зубчасті колеса: Процес кування створює щільну внутрішню зернисту структуру, яка спрямована вздовж форми зуба колеса. Це забезпечує вищу міцність, ударну стійкість та надійність. Ковані зубчасті колеса використовують у найбільш вимогливих умовах експлуатації, наприклад, в авіакосмічній галузі, автомобілях підвищеної продуктивності та критичних важких підіймальних системах. Однак така продуктивність має значно вищу вартість, а кування часто обмежене простими формами й меншими розмірами.
-
Литі зубчасті колеса: Процес лиття забезпечує неперевершену свободу конструювання, у тому числі складні геометричні форми та цільні ступиці чи решітки. Хоча внутрішня структура не має такої направленої міцності, як у кованих виробів, сучасні технології лиття та легування забезпечують зубчасті колеса з литої сталі з більш ніж достатньою міцністю для переважної більшості загальних умов роботи. Основними перевагами є нижчі витрати на оснастку та можливість виготовлення дуже великих, складних форм, які неможливо або надто дорого виготовити шляхом кування.
Висновок: Покупці повинні обирати процес виробництва на основі аналізу «витрати–користь». Для стандартних промислових застосувань литі зубчасті колеса забезпечують найкраще співвідношення ціни й якості. У критичних, високонавантажених умовах, де допускається лише безвідмовна робота, ковані зубчасті колеса є необхідним інвестиційним рішенням.
Чому варто обрати спеціалізований литейний завод для виготовлення ваших литих зубчастих коліс?
Виготовлення високоякісних литих зубчастих коліс — це складне завдання. Воно вимагає точного контролю хімічного складу матеріалу, бездефектного формування, точної механічної обробки та професійно застосованого термічного оброблення. Обсяги замовлень на такі спеціалізовані компоненти часто невеликі, тому багато універсальних сталеливарних заводів уникують їх виробництва.
Однак спеціалізований литейний завод із доведеною репутацією, наприклад Dandong Pengxin Machinery , має експертні знання для роботи з такими складностями. Від малих шестерень і проміжних коліс до величезних ведучих коліс здатність контролювати кожен етап процесу — від лиття у форми на підлозі з кварцовим піском до остаточної термічної обробки — забезпечує надійну й довговічну деталь.








 Гарячі новини
Гарячі новини
