В света на тежката техника и предаването на мощност зъбчати колела от леярска стомана са критичният основен елемент в безбройните индустриални приложения. Този производствен процес, често наричан леярски зъбчати колела, е предпочитаният метод за производство на издръжливи и високопрочни зъбчати колела — от малки шестеренки до огромни главни зъбчати колела с тегло няколко тона.
Макар коването да е алтернативен метод, леенето предлага уникален баланс между гъвкавост в проектирането, икономичност и надеждна работоспособност при общи експлоатационни условия. Това изчерпателно ръководство разглежда подробностите около производството на леярски зъбчати колела — от подбора на материали и процесите на формоване до задължителните протоколи за термична обработка, които гарантират дълъг експлоатационен живот и устойчивост на износване.
Какви са леярските зъбчати колела? Материали и приложения
Леярските зъбчати колела са метални компоненти, произведени чрез заливане на разтопена стомана в форма. Този термин е почти синоним на зъбчати колела от леярска стомана защото стоманата е доминиращият материал, използван поради отличните ѝ механични свойства.
-
Весова категория: Многостранността на процеса на леене позволява производството на зъбни колела с тегло от няколко килограма до масивни компоненти с тегло над тон, което отговаря на разнообразните индустриални нужди.
-
Материален състав: Изборът на материал се определя от необходимата здравина при опън и работните условия.
-
Високовъглеродна лита стомана: Това е стандартният материал за много зъбни колела с общо предназначение и осигурява добро съотношение между здравина и твърдост.
-
Легирана стомана (Cr, Ni, Mo): За приложения, изискващи по-висока здравина при опън, ударна вязкост и устойчивост на износване, се използват легирани стомани, съдържащи елементи като хром, никел и молибден. Често практика е по-големите зъбни колела, които работят при по-ниски скорости, да имат малко по-ниски физически изисквания в сравнение с малките, високоскоростни зъбни колела, което позволява оптимизиране на разходите за материали.
Процесът на леене на зъбни колела: Защо подовото формоване е индустриалният стандарт
За производството на средни и големи стоманени отливки производственият процес трябва да е както надежден, така и икономичен. Тук именно подовото формоване с кварцов пясък става предпочитаният метод.
-
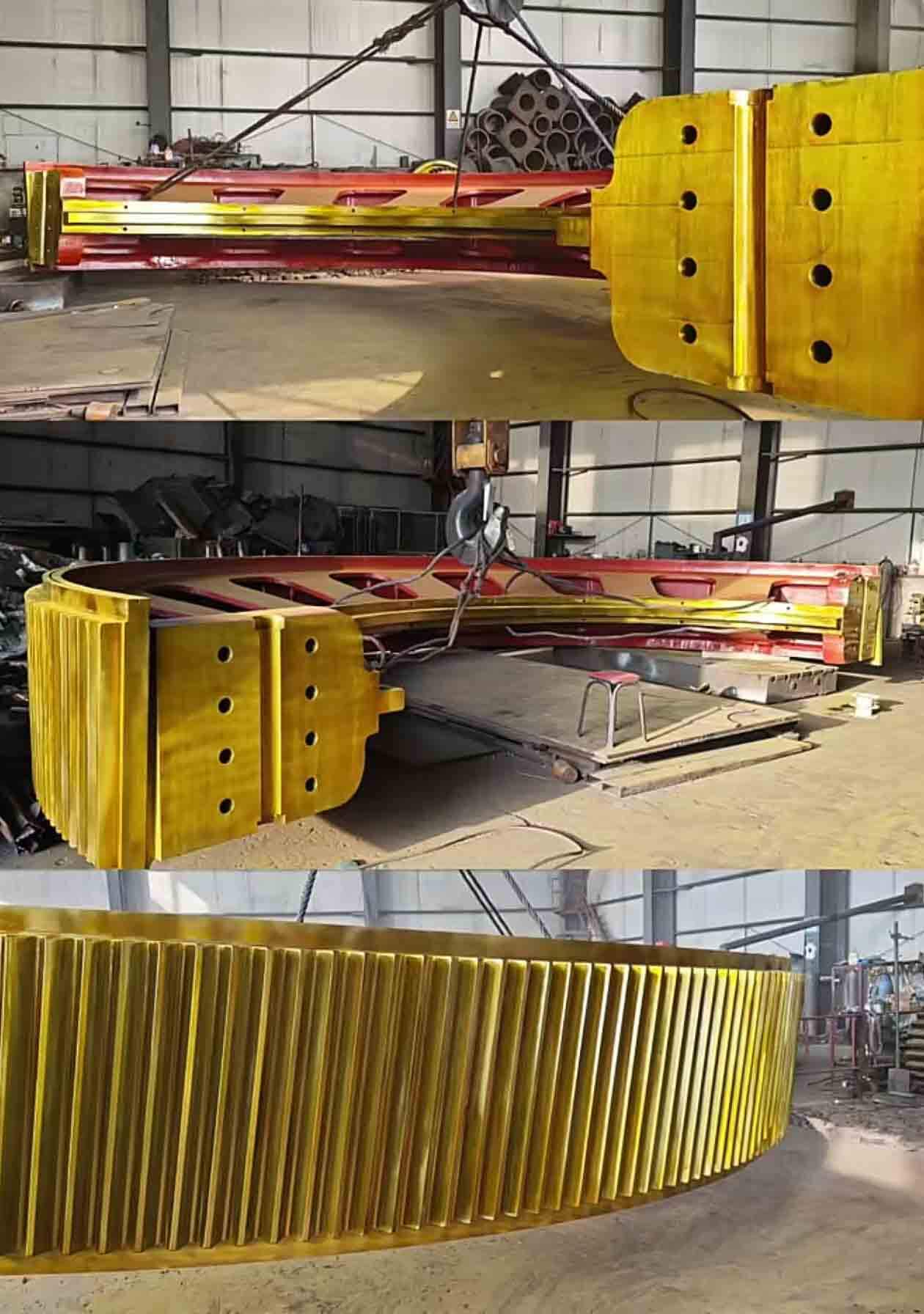
Подово формоване за големи зъбчати колела: За компоненти като големи зъбчати колела, шестерни и водещи колела , подовото формоване не е просто подходящо; то често е единственият жизнеспособен метод. Този процес включва изграждането на формата директно върху пода на литейната цех, което е идеално за обработване на големите модели, необходими за големите зъбчати колела.
-
Ролята на кварцовия пясък: Използването на кварцов пясък като формовъчен материал е икономична алтернатива, която осигурява достатъчна огнеустойчивост и пропускливост. Тъй като повечето отливки на зъбчати колела изискват значителна механична обработка на зъбите, отворите и монтажните повърхности, повърхностната отделка след отливане от кварцов пясък е напълно достатъчна. Инвестирането в по-скъпи и високоточни процеси на отливане е излишно, когато окончателните размери ще бъдат постигнати чрез механична обработка.
Термична обработка на зъбчати колела от леярска продукция: осигуряване на якост и издръжливост
Суровите отливки притежават вътрешни напрежения, предизвикани от процеса на охлаждане. За постигане на необходимите металургични свойства и експлоатационен живот е задължително прилагането на прецизна термична обработка на зъбчати колела без подходяща термична обработка експлоатационният живот на зъбчато колело може да бъде рязко съкратен — до седмици или месеци.
-
Нормализация (отстраняване на напрежения): Това е задължителна първа стъпка за всички стоманени отливки. Зъбчатото колело се нагрява до определена температура и след това се охлажда на въздух. Този процес усъвършенства зърнената структура и елиминира вътрешните напрежения, като създава равномерна микроструктура, готова за механична обработка.
-
Отжиг за заваръчни поправки и обработваемост: Понякога незначителни дефекти в отливките се отстраняват чрез заваряване.
-
Отжиг след заваряване: Ако е извършено заваряване, е необходимо локално или пълно отжигане, за да се отстранят новите напрежения, възникнали в резултат от заваръчния процес.
-
Мекаване за фрезоване с фреза за зъбни колела: Ако зъбното колело е твърде твърдо за процеса на фрезоване с фреза за зъбни колела, може да се извърши отжиг, за да се намали твърдостта и да се елиминират възможните твърди участъци, което осигурява чисто и точно фрезоване на зъбите.
-
Закаляване (гасене) за устойчивост на износване: След механична обработка и фрезоване с фреза за зъбни колела зъбите на зъбното колело трябва да бъдат закалени, за да издържат експлоатационното износване.
-
Цементиране за малки зъбни колела: По-малките зъбни колела често се цементират — процес на повърхностно закаляване, при който въглерод се дифундира в повърхността, последван от гасене. Това създава твърда, устойчива на износване повърхностна кора, като същевременно се запазва здрав и пластичен вътрешен слой.
-
Повърхностно / индукционно гасене за големи водачи („бюл“) зъбни колела: За големи водачи („бюл“) зъбни колела пълното закаляване е непрактично. Вместо това се използват техники за повърхностно закаляване, като индукционно или пламъчно гасене, за да се закали само работната повърхност (страната) и коренът на зъба, което осигурява отлична устойчивост на износване, без да се засяга здравината и пластичността на вътрешния слой на зъбното колело.
Лити стоманени срещу ковани зъбни колела: Как да изберете подходящия производствен процес
Често задаван въпрос в сферата на набавките е дали да се посочи лито или ковано зъбчато колело. Решението зависи от приложението, бюджета и изискванията към производителността.
-
Ковани зъбчати колела: Процесът на коване създава плътна вътрешна зърнена структура, която следва формата на зъба на зъбчатото колело. Това води до превъзходна якост, устойчивост на ударни натоварвания и надеждност. Кованите зъбчати колела се избират за най-строгите работни условия, например в аерокосмическата промишленост, високопроизводителните автомобилни приложения и критичните тежки подемни системи. Въпреки това тази производителност се постига със значително по-висока цена, а коването често е ограничено до по-прости форми и по-малки размери.
-
Лити зъбчати колела: Процесът на леене позволява безпрецедентна свобода на проектиране, включително сложни геометрии и интегрални хабове или решетки. Въпреки че вътрешната структура не притежава такава насочена якост като при коването, съвременните методи на леене и легиране осигуряват зъбчати колела от леярска стомана с повече от достатъчна якост за подавлящото мнозинство от общи работни условия. Основните предимства са по-ниски разходи за инструменти и възможността за производство на много големи и сложни форми, които биха били невъзможни или прекалено скъпи за изковаване.
Заключение: Покупателите трябва да избират производствения процес въз основа на анализ „разходи–ползи“. За стандартни индустриални приложения литите зъбчати колела предлагат най-добра стойност. За критични, високонапрегнати среди, където отказът е недопустим, кованите зъбчати колела са задължителна инвестиция.
Защо да изберете специализирана литейна за вашите лити зъбчати колела?
Производството на висококачествени лити зъбчати колела е сложна задача. То изисква прецизен контрол върху химичния състав на материала, бездефектно формоване, точно машинно обработване и професионално приложена термична обработка. Обемът на поръчките за тези специализирани компоненти често е малък, което кара много общи стоманолитейни цехове да ги избягват.
Обаче специализирана литейна с доказана репутация, като Dandong Pengxin Machinery , притежава експертизата да се справя с тези сложности. От малки зъбчати колела и предавателни колела до масивни главни зъбчати колела, способността да се контролира всеки етап от процеса — от формоване на пода с кварцов пясък до окончателната термична обработка — гарантира надежден и дълготраен компонент.








 Горчиви новини
Горчиви новини
