In der Welt schwerer Maschinen und der Kraftübertragung gusstahl-Zahnrad bilden Getriebe-Gussteile das entscheidende Rückgrat zahlloser industrieller Anwendungen. Dieses Fertigungsverfahren, oft als Getriebe-Guss bezeichnet, ist die bevorzugte Methode zur Herstellung langlebiger, hochfester Zahnräder – von kleinen Ritzeln bis hin zu massiven Großzahnrädern mit einem Gewicht von mehreren Tonnen.
Obwohl Schmieden eine Alternative darstellt, bietet Gießen eine einzigartige Balance aus Gestaltungsfreiheit, Kosteneffizienz und zuverlässiger Leistung unter allgemeinen Betriebsbedingungen. Dieser umfassende Leitfaden beleuchtet die Feinheiten der Herstellung von Getriebe-Gussteilen – von der Werkstoffauswahl und den Formverfahren bis hin zu den wesentlichen Wärmebehandlungsverfahren, die Langlebigkeit und Verschleißfestigkeit gewährleisten.
Getriebe-Gussteile sind metallische Komponenten, die durch das Eingießen von geschmolzenem Stahl in eine Form hergestellt werden. Der Begriff steht nahezu synonym für gusstahl-Zahnrad da Stahl aufgrund seiner hervorragenden mechanischen Eigenschaften das vorherrschende Material ist.
Gewichtsbereich: Die Vielseitigkeit des Gießverfahrens ermöglicht die Herstellung von Zahnrädern, die von nur wenigen Kilogramm bis hin zu massiven Komponenten mit einem Gewicht von über einer Tonne reichen, und erfüllt damit vielfältige industrielle Anforderungen.
Material Zusammensetzung: Die Wahl des Werkstoffs richtet sich nach der erforderlichen Zugfestigkeit und den Betriebsbedingungen.
Hartstahl mit hohem Kohlenstoffgehalt: Dies ist der Standardwerkstoff für viele Allzweckzahnräder und bietet ein gutes Verhältnis aus Festigkeit und Härte.
Legierter Stahl (Cr, Ni, Mo): Für Anwendungen mit höheren Anforderungen an Zugfestigkeit, Zähigkeit und Verschleißfestigkeit werden legierte Stähle mit Elementen wie Chrom, Nickel und Molybdän eingesetzt. Es ist üblich, dass größere Zahnräder, die mit niedrigerer Drehzahl betrieben werden, etwas geringere mechanische Anforderungen stellen als kleine, hochdrehende Zahnräder; dies ermöglicht eine optimierte Materialkostenstruktur.
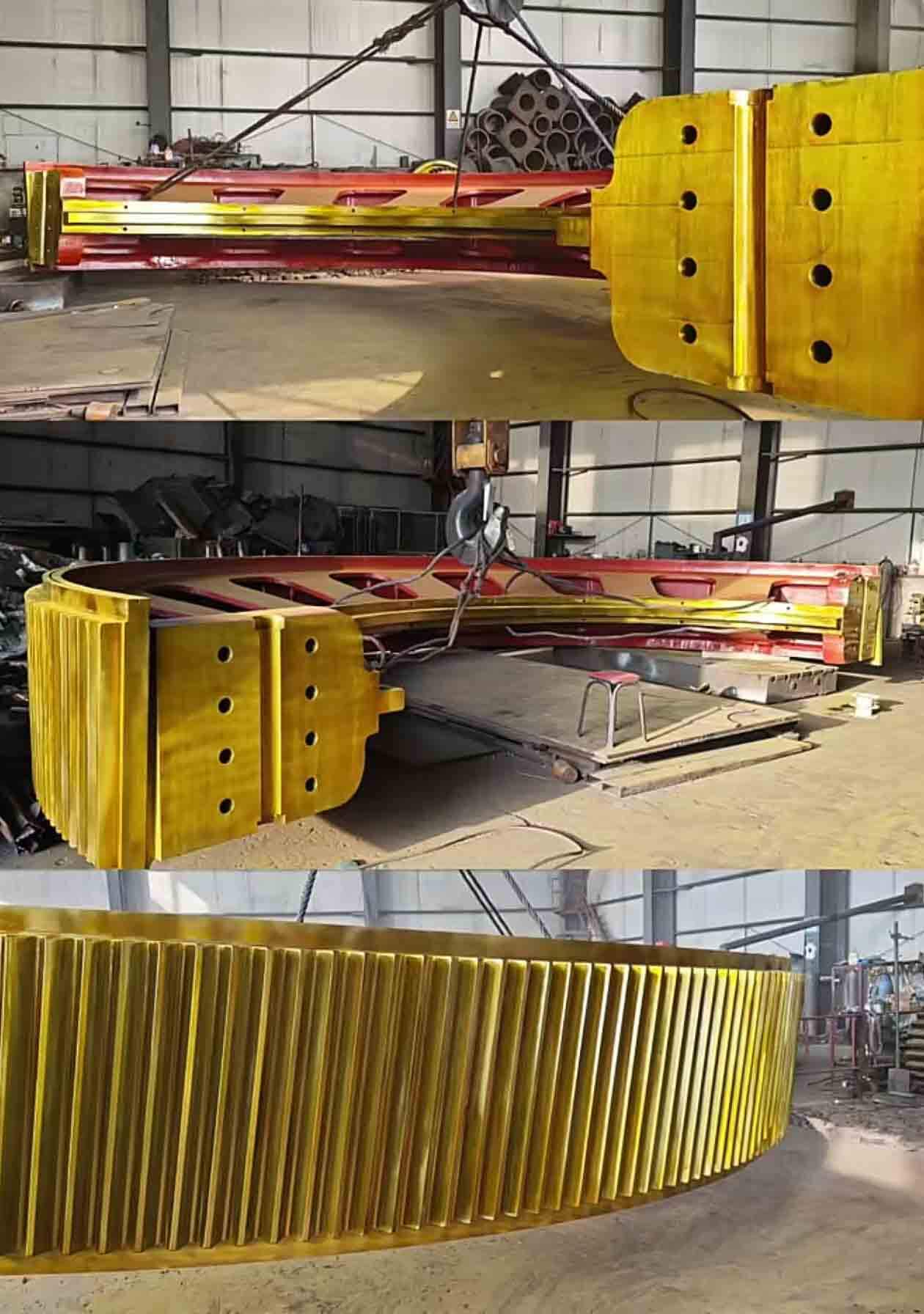
Für die Herstellung mittelgroßer bis großer Stahlgussteile muss der Fertigungsprozess sowohl zuverlässig als auch wirtschaftlich sein. Hier kommt bodenformung mit Quarzsand zum Einsatz – und zwar als Verfahren der ersten Wahl.
Bodenformung für große Zahnräder: Bei Komponenten wie großzahnrädern, Ritzeln und Leerläufern ist die Bodenformung nicht nur geeignet, sondern oft die einzige praktikable Methode. Bei diesem Verfahren wird die Form direkt auf dem Gießereiboden aufgebaut, was sich ideal für die großen Modelle eignet, die bei großen Zahnrädern erforderlich sind.
Die Rolle des Quarzsands: Der Einsatz von Quarzsand als Formstoff stellt eine kostengünstige Lösung dar, die ausreichende Feuerfestigkeit und Durchlässigkeit bietet. Da die meisten Zahnradgussteile an Zähnen, Bohrungen und Montageflächen erheblich nachbearbeitet werden müssen, ist die Oberflächengüte im gegossenen Zustand einer Quarzsandform vollkommen ausreichend. Ein Einsatz teurerer, hochpräziser Gießverfahren ist unnötig, wenn die endgültigen Abmessungen durch spanende Bearbeitung erreicht werden.
Rohgussteile weisen innere Spannungen aus dem Abkühlungsprozess auf. Um die erforderlichen metallurgischen Eigenschaften und die Betriebslebensdauer zu erreichen, ist eine präzise wärmebehandlung für Zahnräder zwingend erforderlich. Ohne geeignete Behandlung kann die Lebensdauer eines Zahnrads drastisch verkürzt sein – gemessen in Wochen oder Monaten.
Normalglühen (Spannungsarmglühen): Dies ist ein zwingender erster Schritt für alle Stahlgussteile. Das Zahnrad wird auf eine bestimmte Temperatur erhitzt und anschließend luftgekühlt. Dieser Prozess verfeinert die Kornstruktur und beseitigt innere Spannungen, wodurch eine homogene Mikrostruktur für die spanende Bearbeitung entsteht.
Glühen zur Verbesserung der Schweissbarkeit und Zerspanbarkeit: Manchmal werden kleinere Gussfehler durch Schweissen behoben.
Nachschweissglühen: Falls Schweissarbeiten durchgeführt werden, ist ein lokales oder vollständiges Glühen erforderlich, um die durch den Schweissvorgang neu eingeführten Spannungen abzubauen.
Weichglühen für das Räumen: Falls das Zahnrad für den Räumprozess zu hart ist, kann ein Glühvorgang durchgeführt werden, um die Härte zu verringern und eventuelle Härtespots zu beseitigen, wodurch sauberes und genaues Zahnfräsen gewährleistet wird.
Härten (Abschrecken) für Verschleißfestigkeit: Nach der Bearbeitung und dem Räumen müssen die Zahnradzähne gehärtet werden, um dem Betriebsverschleiß standzuhalten.
Einsatzhärten für kleine Zahnräder: Kleine Zahnräder werden häufig einsatzgehärtet – ein Randschichthärteverfahren, bei dem Kohlenstoff in die Oberfläche eindiffundiert wird, gefolgt von einem Abschrecken. Dadurch entsteht eine harte, verschleißfeste Randzone bei gleichzeitig zähem, duktilem Kern.
Oberflächen-/Induktionshärten für große Großräder: Für große Großräder ist das Durchhärten unpraktisch. Stattdessen werden Oberflächenhärteverfahren wie Induktions- oder Flammhärten eingesetzt, um gezielt nur die Zahnflanke und den Zahnfuß zu härten; dies bietet ausgezeichnete Verschleißfestigkeit, ohne die Zähigkeit des Kerns des Zahnrads zu beeinträchtigen.
Eine häufig gestellte Frage im Beschaffungswesen ist, ob ein gegossenes oder ein geschmiedetes Zahnrad spezifiziert werden soll. Die Entscheidung hängt von der Anwendung, dem Budget und den Leistungsanforderungen ab.
Geschmiedete Zahnräder: Der Schmiedeprozess erzeugt eine dichte innere Kornstruktur, die sich mit der Form des Zahnradzahns ausrichtet. Dies führt zu überlegener Festigkeit, Schlagzähigkeit und Zuverlässigkeit. Geschmiedete Zahnräder werden bei den anspruchsvollsten Betriebsbedingungen eingesetzt, beispielsweise in der Luft- und Raumfahrt, im Hochleistungsautomobilbau sowie bei kritischen Schwerlastanwendungen. Diese Leistung geht jedoch mit deutlich höheren Kosten einher, und das Schmieden ist oft auf einfachere Formen und kleinere Abmessungen beschränkt.
Gegossene Zahnräder: Der Gießprozess ermöglicht uneingeschränkte Gestaltungsfreiheit, einschließlich komplexer Geometrien sowie integrierter Naben oder Stegen. Obwohl die innere Struktur nicht so richtungsabhängig fest ist wie bei einer Schmiede, erzielen moderne Gießverfahren und Legierungstechniken gusstahl-Zahnrad mit mehr als ausreichender Festigkeit für die überwiegende Mehrheit allgemeiner Arbeitsbedingungen. Die wesentlichen Vorteile sind niedrigere Werkzeugkosten und die Möglichkeit, sehr große, komplexe Formen herzustellen, die entweder unmöglich oder prohibitiv teuer zu schmieden wären.
Fazit: Käufer sollten das Fertigungsverfahren anhand einer Kosten-Nutzen-Analyse auswählen. Für Standard-Industrieanwendungen bieten gegossene Zahnräder den besten Preis-Leistungs-Wert. Für kritische, hochbelastete Umgebungen, in denen ein Ausfall keine Option ist, stellen geschmiedete Zahnräder die notwendige Investition dar.
Die Herstellung hochwertiger Zahnradgussteile stellt eine komplexe Herausforderung dar. Sie erfordert eine sorgfältige Kontrolle der Werkstoffchemie, eine fehlerfreie Formherstellung, präzises Bearbeiten sowie eine fachkundig durchgeführte Wärmebehandlung. Die Bestellmengen für diese spezialisierten Komponenten sind oft gering, weshalb viele allgemeine Stahlgießereien sie meiden.
Ein spezialisierter Gießereibetrieb mit nachgewiesener Erfahrung, wie zum Beispiel Dandong Pengxin Machinery , verfügt über die erforderliche Expertise, um diese Komplexitäten zu meistern. Von kleinen Ritzeln und Zwischenrädern bis hin zu massiven Großzahnrädern gewährleistet die Fähigkeit, jeden Prozessschritt – von der Bodenformung mit Quarzsand bis zur abschließenden Wärmebehandlung – zu kontrollieren, ein zuverlässiges und langlebiges Bauteil.

 Aktuelle Nachrichten
Aktuelle Nachrichten2026-05-05
2026-05-02
2026-04-26
2026-04-20
2026-04-14
2026-04-07

Dandong City Pengxin Machinery wurde 1958 gegründet und ist ein privates Unternehmen, das Gussschmieden, Maschinenbau und Montage vereint.
WANGJIAPU GRUPPE, XINAN DORF, QIANYANG STADTTEIL, DONGGANG STADT, DANDONG STADT, LIAONING PROVINZ, CHINA
Urheberrecht © Dandong City Pengxin Machinery Co., Ltd. Alle Rechte vorbehalten Datenschutzrichtlinie Blog







