Raskaiden koneiden ja voimansiirron maailmassa teräksiset vaihteiston valumuotokappaleet muodostavat kriittisen perustan lukemattomille teollisille sovelluksille. Tätä valmistusprosessia kutsutaan usein vaihteiston valumuotoksi, ja se on suosituin menetelmä kestävien, korkean lujuuden vaihteiston valumuotokappaleiden tuottamiseen – pienistä pyörivistä suurikokoisiin, useita tonneja painaviin isovaihteisiin saakka.
Vaikka muokkaus on vaihtoehtoinen menetelmä, valuminen tarjoaa ainutlaatuisen tasapainon suunnittelun joustavuudelle, kustannustehokkuudelle ja luotettavalle suorituskyvylle yleisissä käyttöolosuhteissa. Tämä kattava opas käsittelee vaihteiston valumuotokappaleiden valmistuksen monitasoisia näkökohtia – materiaalien valinnasta muottiprosesseihin ja olennaisiin lämpökäsittelyprotokolliin, jotka varmistavat pitkän käyttöiän ja kulumisvastuksen.
Vaihteiston valumuotokappaleet ovat metallikomponentteja, jotka valutaan sulan teräksen avulla muottiin. Termiä käytetään lähes synonyyminä teräksiset vaihteiston valumuotokappaleet koska teräs on yleisin käytetty materiaali sen erinomaisten mekaanisten ominaisuuksien vuoksi.
Painoluokka: Valumisen monipuolisuus mahdollistaa vaihteiden valmistamisen muutamasta kilogrammasta yli tonnin painoisiksi komponenteiksi, mikä täyttää erilaisten teollisuusalojen tarpeet.
Materiaalikoostumus: Materiaalin valinta määräytyy vaaditun vetolujuuden ja käyttöolosuhteiden perusteella.
Hiilipitoinen valuteräs: Tämä on useimpien yleiskäyttöisten vaihteiden standardimateriaali, joka tarjoaa hyvän tasapainon lujuuden ja kovuuden välillä.
Seosteräs (Cr, Ni, Mo): Sovelluksissa, joissa vaaditaan korkeampaa vetolujuutta, sitkeyttä ja kulumisvastusta, käytetään seosterästä, johon on lisätty esimerkiksi kromia, nikkeliä ja molybdeenia. Yleinen käytäntö on, että suuremmat vaihteet, jotka toimivat alhaisemmissa nopeuksissa, voivat olla hieman pienempiä fyysisiä vaatimuksia kuin pienet, korkeanopeudet vaihteet, mikä mahdollistaa materiaalikustannusten optimoinnin.
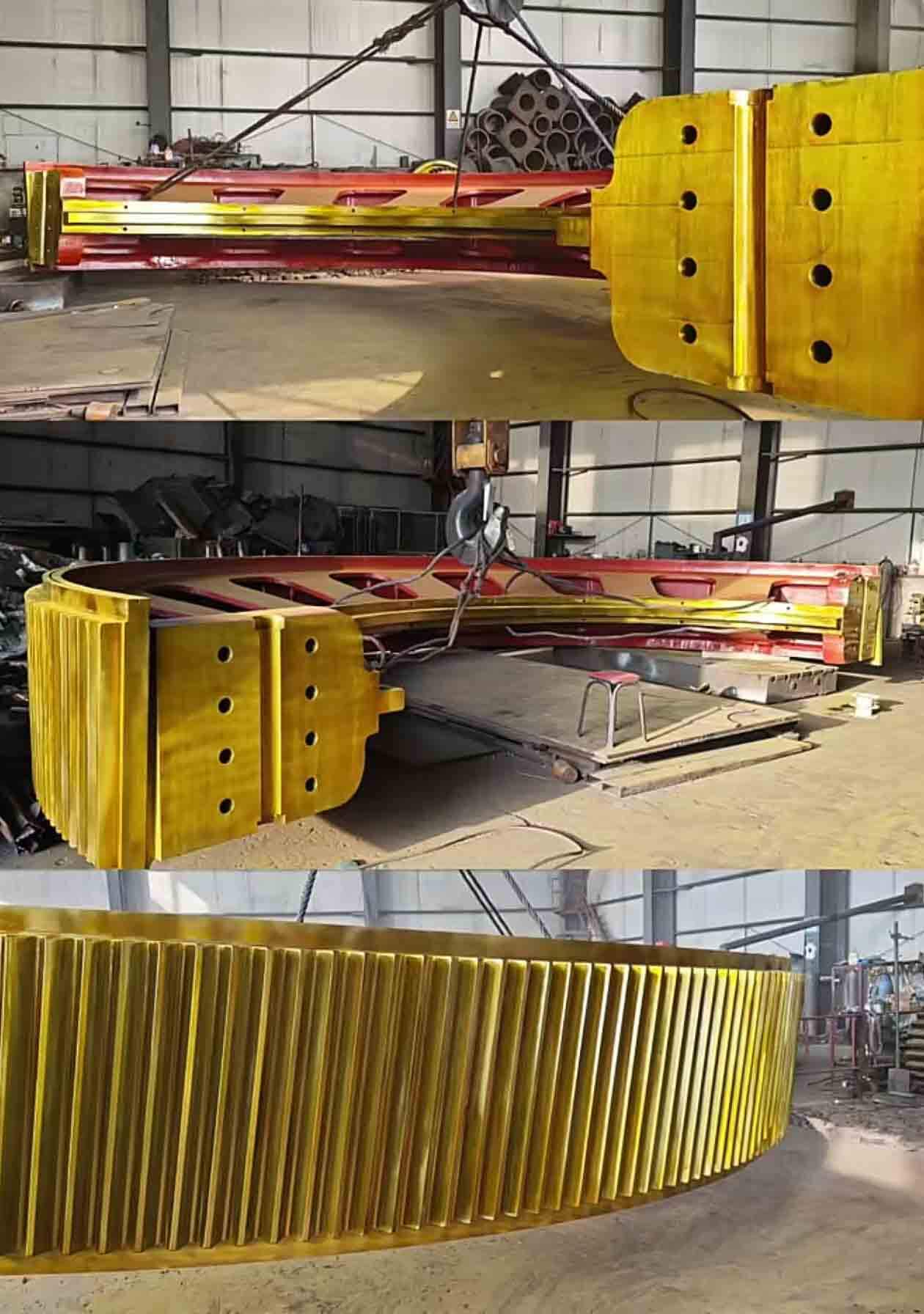
Keskisuurten ja suurten teräksisten valukappaleiden valmistukseen valmistusprosessin on oltava sekä luotettava että taloudellinen. Tässä yhteydessä lattiamuottaus kvartsihiekalla tulee valinnan kohteeksi.
Lattiamuottaus suurille hammaspyörille: Komponenteille, kuten isommille hammaspyörille, pienemmille hammaspyörille ja välihammaspyörille , lattiamuottaus ei ole vain sopiva; se on usein ainoa käytännöllinen menetelmä. Tässä prosessissa muotti rakennetaan suoraan valimoon sijaitsevalle lattialle, mikä on ihanteellista suurten hammaspyörien vaatimien suurten muottipohjien käsittelyyn.
Kvartsihiekan rooli: Kvartsihiekan käyttö muottimateriaalina on kustannustehokas ratkaisu, joka tarjoaa riittävän korkean lämpökestävyyden ja läpäisevyyden. Koska useimmat hammaspyörävalukappaleet vaativat merkittävää koneistusta hampaiden, reikien ja kiinnityspintojen osalta, kvartsihiekalla tehdyn muotin antama valupinta on täysin riittävä. Kalliimpia, tarkempia valumenoja ei tarvita, kun lopulliset mitat saavutetaan koneistamalla.
Raakavalukappaleissa esiintyy sisäisiä jännityksiä jäähtymisprosessin aikana. Vaadittujen metallurgisten ominaisuuksien ja käyttöiän saavuttamiseksi tarkka vaihteiden lämmönkäsittely on välttämätöntä. Ilman asianmukaista käsittelyä vaihteiden käyttöikä voi olla dramaattisen lyhyt, vain viikoja tai kuukausia.
Normalisointi (jännitysten poisto): Tämä on pakollinen ensimmäinen vaihe kaikille teräsvalukappaleille. Vaihde lämmitetään tiettyyn lämpötilaan ja jäähdytetään sen jälkeen ilmassa. Tämä prosessi hioo jyvärakennetta ja poistaa sisäiset jännitykset, luoden yhtenäisen mikrorakenteen, joka on valmis koneistettavaksi.
Peukaloidun korjauksen ja koneistettavuuden pehmentäminen: Joskus pieniä valukappaleiden virheitä korjataan hitsaamalla.
Hitsauksen jälkeinen pehmentäminen: Jos hitsausta suoritetaan, on uudet hitsauksesta aiheutuneet jännitykset poistettava paikallisella tai kokonaan suoritettavalla pehmentämisellä.
Pehmennys hammaspyörän puristusleikkausta varten: Jos hammaspyörä on liian kovaa hammaspyörän puristusleikkausprosessia varten, voidaan suorittaa pehmenne, jolla vähennetään kovuutta ja poistetaan mahdolliset kovat kohdat, mikä varmistaa puhtaan ja tarkan hammasharjan leikkaamisen.
Kovettaminen (kylmäkäsitteleminen) kulumisvastukseksi: Koneistuksen ja puristusleikkaamisen jälkeen hammaspyörän hampaat on kovetettava, jotta ne kestävät käyttöön liittyvää kulumista.
Hiilittäminen pienille hammaspyörille: Pieniä hammaspyöriä hiillitetään usein, mikä on pinnankovettamismenettely, jossa hiiltä diffundoituu pinnalle, jonka jälkeen suoritetaan kylmäkäsitteleminen. Tämä luo kovan, kulumisvastuisen pintakerroksen säilyttäen samalla sydämen sitkeyden ja muokattavuuden.
Pintakäsitteleminen / induktiokylmäkäsitteleminen suurille isähammaspyörille: Suurille isähammaspyörille kokonaiskovettaminen on epäkäytännöllistä. Sen sijaan käytetään pintakovettamismenetelmiä, kuten induktio- tai liekkikylmäkäsitteleminen, joiden avulla kovetetaan valikoivasti ainoastaan hammasharjan sivupinta ja juuri, mikä tarjoaa erinomaisen kulumisvastuksen vaikuttamatta hammaspyörän sydämen sitkeyteen.
Yleinen kysymys hankinnoissa on, pitäisikö määritellä valussa vai muovattu hammaspyörä. Päätös perustuu käyttötarkoitukseen, budjettiin ja suoritusvaatimuksiin.
Muovatut hammaspyörät: Muovausprosessi luo tiukan sisäisen jyvärakenteen, joka seuraa hammaspyörän hammasta muodoltaan. Tämä johtaa parempaan lujuuteen, iskunkestävyyteen ja luotettavuuteen. Muovatut hammaspyörät ovat valinta vaativimmille käyttöolosuhteille, kuten ilmailussa, korkean suorituskyvyn automaalisissa sovelluksissa ja kriittisissä raskasnostokäytöissä. Tämä suorituskyky kuitenkin maksaa huomattavasti enemmän, ja muovaus on usein rajoitettu yksinkertaisempiin muotoihin ja pienempiin kokoisiin tuotteisiin.
Valutut hammaspyörät: Valuprosessi mahdollistaa ennennäkemättömän suuren suunnitteluvapauden, mukaan lukien monimutkaiset geometriat sekä integroidut keskukset tai verkkorakenteet. Vaikka sisäinen rakenne ei ole suunnaltaan yhtä vahva kuin muovauksessa, nykyaikaiset valutekniikat ja seostaminen tuottavat teräksiset vaihteiston valumuotokappaleet riittävällä lujuudella suurimman osan yleisistä työolosuhteista varten. Pääetuna on alhaisemmat työkalukustannukset ja mahdollisuus valaa erinomaisen suuria ja monimutkaisia muotoja, jotka olisivat joko mahdottomia tai liian kalliita muovata.
Johtopäätös: Ostajien tulisi valita valmistusmenetelmä kustannus-hyötyanalyysin perusteella. Standardiin teolliseen käyttöön valutut hammaspyörät tarjoavat parhaan arvon. Kriittisissä, korkean rasituksen ympäristöissä, joissa epäonnistuminen ei ole vaihtoehto, muovatut hammaspyörät ovat välttämätön sijoitus.
Korkealaatuisten hammaspyörävalosten tuottaminen on monimutkainen haaste. Siihen vaaditaan tarkkaa hallintaa materiaalin kemiallisessa koostumuksessa, virheettömässä muottauksessa, tarkassa koneistuksessa ja ammattimaisesti sovelletussa lämpökäsittelyssä. Näiden erikoiskomponenttien tilausmäärät ovat usein pieniä, mikä saa monet yleiset teräsvalimot välttämään niitä.
Kuitenkin erikoistunut valimo, jolla on todistettu menestystarina, kuten Dandong Pengxin Machinery , hallitsee näiden monimutkaisuuksien käsittelyn. Pienistä pyörivistä ja välipyöristä valtaviin isäntäpyöriin pystyminen hallitsemaan jokainen prosessin vaihe – alkaen kvartsihiekalla tehdystä lattiamuottauksesta lopulliseen lämmönkäsittelyyn – takaa luotettavan ja pitkäikäisen komponentin.

 Uutiset
Uutiset2026-05-05
2026-05-02
2026-04-26
2026-04-20
2026-04-14
2026-04-07

Dandong City Pengxin Machinery perustettiin vuonna 1958 ja se on yksityinen yritys, joka toteuttaa moukkaamisen, konepajatyön ja montaajan toiminnot yhdessä.
WANGJIAPU -RYHMÄ, XINAN -KYLÄ, QIANYANG -KAUPUNKI, DONGGANG -KAUPUNKI, DANDONG -KAUPUNKI, LIAONING -PROVINSSI, KINA
Copyright © Dandong City Pengxin Machinery Co.,Ltd. Kaikki oikeudet pidätetään Tietosuojakäytäntö Blogi







